Berapa Lama pengecoran mati Ambil? Jawaban Langsung
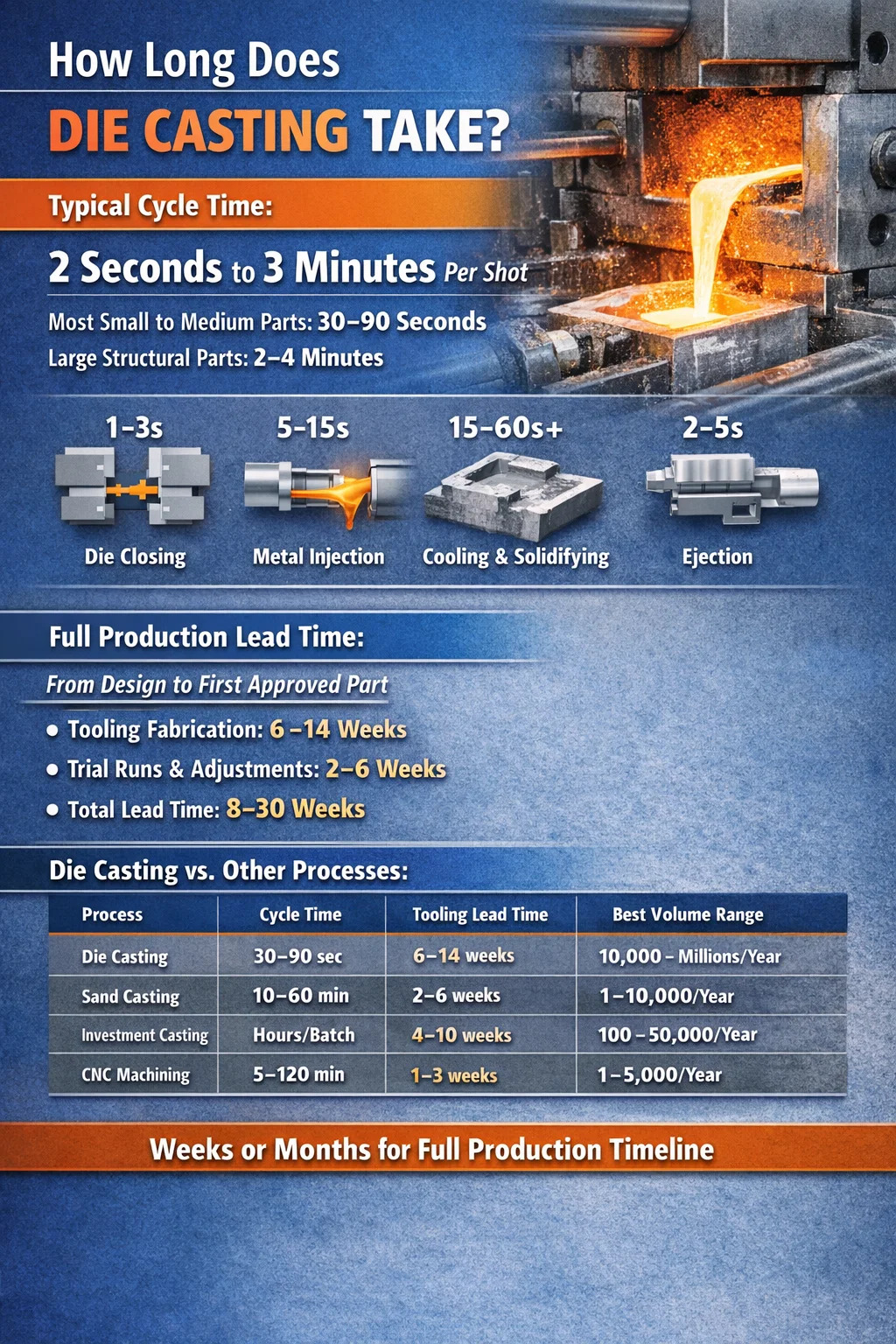
Satu siklus die casting biasanya berlangsung dari mana saja 2 detik hingga 3 menit , tergantung pada ukuran bagian, jenis paduan, ketebalan dinding, dan konfigurasi mesin. Untuk sebagian besar komponen aluminium atau seng berukuran kecil hingga menengah — jenis yang digunakan dalam braket otomotif, rumah, dan elektronik konsumen — waktu siklus yang realistis berada di antara 30 dan 90 detik . Bagian struktural magnesium atau aluminium yang besar untuk kendaraan listrik dapat meningkatkan waktu tersebut menjadi 2–4 menit per pengambilan gambar.
Angka waktu siklus tersebut hanya menceritakan sebagian dari cerita. Sebelum bagian pertama yang baik diluncurkan, operasi pengecoran cetakan melibatkan fabrikasi perkakas (yang dapat memakan waktu 6–14 minggu), penyiapan mesin, pemanasan awal cetakan, pengambilan gambar percobaan, dan validasi dimensi. Dari desain mentah hingga bagian produksi yang disetujui, garis waktu keseluruhan diukur dalam minggu atau bulan, bukan detik.
Memahami siklus per pengambilan gambar dan total lini waktu produksi membantu pembeli, teknisi, dan tim operasi menetapkan ekspektasi yang realistis dan menghindari kesalahan penjadwalan yang merugikan.
Proses pengecoran mati: Perincian Waktu Tahap demi Tahap
Setiap siklus die casting terdiri dari beberapa tahapan yang berurutan. Masing-masing tahapan memakan waktu, dan penundaan pada tahap apa pun mengalir ke dalam siklus keseluruhan. Inilah yang sebenarnya terjadi di dalam setiap pengambilan gambar:
Penutupan dan Penjepitan Mati
Kedua bagian cetakan — separuh cetakan tetap dan separuh cetakan ejektor — disatukan dan dikunci di bawah gaya penjepitan yang tinggi. Untuk mesin ruang dingin seberat 400 ton, langkah ini memerlukan waktu kira-kira 1–3 detik . Alat berat yang lebih besar dengan peringkat tonase lebih tinggi memindahkan lebih banyak massa dan mungkin memerlukan waktu 3–5 detik hanya untuk menutup dan mengonfirmasi kunci. Kekuatan penjepitan yang tidak mencukupi menyebabkan cacat flash, jadi langkah ini tidak bisa dilakukan sembarangan.
Injeksi Logam
Logam cair dipaksa masuk ke dalam rongga cetakan di bawah tekanan. Dalam die casting ruang panas — terutama digunakan untuk paduan seng, timbal, dan timah — mekanisme injeksi terendam dalam lelehan, sehingga waktu pengisian sangat cepat: 0,01 hingga 0,5 detik . Dalam die casting ruang dingin — digunakan untuk aluminium, tembaga, dan magnesium — logam harus terlebih dahulu dimasukkan ke dalam selongsong peluru terpisah, ditambahkan beberapa detik sebelum injeksi dimulai. Sebenarnya proses pengisian rongga pada ruang dingin masih terjadi 0,01 hingga 0,1 detik , tetapi fase injeksi total termasuk menyendok mendekati 5–15 detik.
Solidifikasi dan Pendinginan
Ini adalah fase terpanjang di sebagian besar siklus die casting. Setelah injeksi, logam harus cukup dingin untuk mengembangkan kekakuan struktural yang cukup untuk ejeksi tanpa distorsi. Waktu pendinginan tergantung pada geometri bagian, ketebalan dinding, sifat paduan, dan seberapa baik saluran pendingin air cetakan dirancang dan dipelihara.
Bagian seng berdinding tipis (dinding 1,5–2,5 mm) dapat mengeras 3–8 detik . Bagian aluminium dengan dinding 3–5 mm biasanya memerlukannya 15–40 detik . Pengecoran aluminium struktural tebal dengan bagian 6–10 mm mungkin diperlukan 60–120 detik atau lebih. Mengurangi waktu pendinginan tanpa menimbulkan porositas atau lengkungan adalah salah satu tantangan teknik utama dalam die casting volume tinggi.
Pembukaan Die dan Ejeksi Bagian
Setelah bagian tersebut cukup padat, cetakan terbuka dan pin ejektor mendorong cetakan keluar dari rongga. Urutan mekanis ini biasanya memakan waktu 2–5 detik . Suku cadang dijatuhkan ke konveyor atau ke dalam tangki pendinginan. Kekuatan ejeksi harus dikalibrasi dengan hati-hati — terlalu sedikit maka bagian tersebut akan menempel; fitur yang terlalu banyak dan tipis akan rusak atau berubah bentuk.
Pelumasan Mati dan Reset
Setelah ejeksi, robot atau sistem penyemprotan mengoleskan pelumas pelepas cetakan (biasanya berbahan dasar air) ke permukaan rongga. Ini mencegah lengket dan membantu mengatur suhu cetakan. Waktu penyemprotan bervariasi dari 2 hingga 10 detik tergantung pada kompleksitas cetakan dan jumlah nozel semprot. Siklus blow-off untuk menghilangkan kelebihan pelumas tambahkan 1–3 detik lagi. Dadu kemudian ditutup dan siklus berikutnya dimulai.
Waktu Siklus Khas berdasarkan Paduan dan Jenis Bagian
Paduan yang berbeda memiliki sifat termal, tekanan injeksi, dan perilaku pemadatan yang berbeda. Tabel di bawah menunjukkan waktu siklus yang representatif untuk material die casting umum di seluruh kategori ukuran komponen:
| Paduan | Ukuran Bagian | Waktu Siklus Khas | Jenis Proses |
|---|---|---|---|
| Seng (Zamak) | Kecil (<100g) | 2–10 detik | Ruang panas |
| Seng (Zamak) | Sedang (100–500g) | 10–30 detik | Ruang panas |
| Aluminium (ADC12 / A380) | Kecil (<300g) | 20–45 detik | Ruang dingin |
| Aluminium (ADC12 / A380) | Sedang (300g–2kg) | 45–90 detik | Ruang dingin |
| Aluminium (struktural) | Besar (>2kg) | 90–180 detik | Ruang dingin |
| Magnesium (AZ91D) | Kecil hingga sedang | 15–50 detik | Ruang panas atau dingin |
| Tembaga / Kuningan | Kecil hingga sedang | 30–90 detik | Ruang dingin |
Seng secara konsisten menghasilkan waktu siklus terpendek karena titik lelehnya yang lebih rendah (kira-kira 380–420°C), pemadatan yang lebih cepat, dan kompatibilitas dengan mesin ruang panas yang menghilangkan langkah penyeduhan. Aluminium memerlukan waktu pendinginan yang jauh lebih lama karena massa termal dan suhu penuangannya yang lebih tinggi (620–680°C). Paduan tembaga, dengan suhu penuangan di atas 900°C, memerlukan material cetakan yang kuat dan pendinginan yang lama, menjadikannya salah satu yang paling lambat dalam pengecoran cetakan.
Faktor Yang Mengontrol Berapa Lama Waktu Die Casting
Waktu siklus bukanlah angka sembarangan yang ditetapkan oleh produsen mesin. Hal ini dihasilkan dari variabel fisik dan proses tertentu yang dapat diukur, dimodelkan, dan — hingga batas tertentu — dikendalikan oleh para insinyur. Faktor yang paling berdampak adalah:
Ketebalan Dinding dan Geometri Bagian
Skala waktu pendinginan kira-kira sesuai dengan kuadrat ketebalan dinding. Gandakan ketebalan dinding dan Anda akan melipatgandakan waktu pendinginan yang dibutuhkan, semuanya sama. Bagian dengan dinding nominal 3 mm yang mendingin dalam 20 detik akan memerlukan waktu sekitar 80 detik jika didesain ulang menjadi 6 mm. Inilah sebabnya mengapa tinjauan desain untuk kemampuan manufaktur (DFM) secara konsisten mendorong dinding yang seragam dan tipis — tidak hanya untuk menghemat bahan, tetapi juga untuk menjaga waktu siklus dan biaya per bagian tetap terkendali.
Geometri juga mempengaruhi waktu pengisian. Rongga kompleks dengan pelari sempit, rusuk tipis, dan banyak inti memerlukan kecepatan injeksi lebih lambat atau risiko porositas yang disebabkan oleh turbulensi. Bagian dengan kantong dalam atau potongan bawah memerlukan tindakan samping (inti geser) yang menambahkan langkah mekanis pada urutan pembukaan dan penutupan.
Manajemen Suhu Mati
Suhu cetakan mempunyai pengaruh langsung dan kuat terhadap waktu siklus. Dies yang dijalankan terlalu dingin menyebabkan pemadatan dini, salah pengoperasian, dan penutupan dingin. Dies yang terlalu panas akan memperpanjang waktu pendinginan dan berisiko menyolder (logam menempel pada die). Jendela suhu cetakan optimal untuk die casting aluminium biasanya 150–250°C pada permukaan rongga, dipertahankan melalui kombinasi saluran pendingin air internal dan pendingin semprotan eksternal.
Pengontrol suhu cetakan (DTC) mensirkulasikan air panas atau minyak melalui cetakan untuk menstabilkan suhu selama permulaan dan mempertahankannya selama produksi berkelanjutan. Sirkuit pendingin yang dirancang dengan baik dapat memangkas waktu pemadatan sebesar 20–35% dibandingkan dengan cetakan yang tidak dioptimalkan dengan geometri yang sama. Saluran pendingin yang ditempatkan dengan buruk — terlalu jauh dari bagian yang tebal — meninggalkan titik panas yang memaksa operator memperpanjang waktu pendinginan secara artifisial untuk menghindari bagian yang melengkung atau melepuh.
Tonase dan Kecepatan Alat Berat
Alat berat dengan tonase lebih tinggi menggerakkan pelat yang lebih berat dan memerlukan lebih banyak waktu untuk gerakan membuka dan menutup cetakan, bahkan dengan penggerak hidraulik atau elektrik yang cepat. Mesin seberat 160 ton mungkin menyelesaikan siklus penjepit dalam 1,5 detik; mesin seberat 2.000 ton yang mengerjakan komponen struktural otomotif mungkin memerlukan waktu 5–8 detik hanya untuk penjepitan. Mesin die casting elektrik (berpenggerak servo) umumnya menghasilkan gerakan penjepitan dan injeksi yang lebih cepat dan lebih berulang dibandingkan mesin lama yang hanya menggunakan hidraulik, sering kali memangkas waktu 2–5 detik per siklus pada komponen berukuran sedang.
Jumlah Rongga
Cetakan multi-rongga menghasilkan lebih banyak bagian per tembakan tanpa menambah waktu siklus secara proporsional. Cetakan berlubang tunggal untuk konektor seng kecil dapat bekerja pada 15 detik per siklus, menghasilkan 4 tembakan per menit. Cetakan 16 rongga untuk bagian yang sama pada mesin yang sama masih berjalan sekitar 15-20 detik per siklus, namun kini menghasilkan 16 bagian per siklus, bukan hanya satu siklus — yang secara efektif mengurangi waktu per bagian dari 15 detik menjadi di bawah 1,5 detik. Kerugiannya adalah biaya cetakan yang lebih tinggi (cetakan seng dengan 16 rongga dapat berharga $80.000–$150.000 vs $15.000–$30.000 untuk rongga tunggal) dan kontrol kualitas yang lebih kompleks.
Tingkat Otomatisasi
Pengoperasian manual — di mana operator menyendok logam, mengeluarkan komponen dengan tangan, dan menyemprotkan cetakan dengan pistol genggam — menyebabkan variabilitas waktu siklus sebesar 10–30%. Ekstraksi robotik, sistem penyemprotan otomatis, dan mesin pemangkasan terintegrasi menghilangkan variabilitas ini. Di pabrik-pabrik bervolume tinggi yang sepenuhnya otomatis memproduksi suku cadang otomotif, variasi siklus-ke-siklus secara rutin dijaga di bawah 1 detik, sehingga memungkinkan perkiraan keluaran yang akurat dan kualitas metalurgi yang konsisten.
Waktu Proses Die Casting: Dari Desain hingga Bagian Produksi Pertama
Bagi pembeli dan manajer proyek, waktu siklus per pengambilan seringkali kurang relevan dibandingkan total waktu tunggu dari pesanan pembelian hingga pengiriman pertama yang disetujui. Garis waktu ini dibagi menjadi beberapa fase berbeda:
Desain dan Fabrikasi Perkakas
Die casting dies adalah perkakas kompleks dengan mesin presisi yang terbuat dari baja perkakas kerja panas H13 atau kualitas yang setara. Alat die casting aluminium kompleksitas sedang — rongga tunggal, geometri sedang, tanpa tindakan sampingan — biasanya diperlukan 6–10 minggu untuk membuat dari desain yang disetujui. Mungkin diperlukan mati dengan beberapa aksi samping, pendinginan internal yang rumit, atau toleransi dimensi yang ketat 10–16 minggu . Biaya perkakas berkisar dari sekitar $15.000 untuk cetakan seng sederhana hingga lebih dari $300.000 untuk cetakan aluminium struktural besar dengan sistem vakum dan banyak inti.
Pemasok di Tiongkok dan Asia Tenggara sering kali memerlukan waktu 4–6 minggu untuk perkakas, namun hal ini sering kali tidak mencakup siklus peninjauan desain dan mungkin memerlukan jadwal yang dikompresi sehingga meningkatkan jumlah pengambilan sampel uji coba dan menunda persetujuan suku cadang.
Tembakan Uji Coba dan Bagian Kualifikasi
Setelah die terpasang pada mesin, proses diawali dengan tembakan T1 (percobaan pertama). Pemotretan awal ini digunakan untuk menetapkan parameter proses dasar — kecepatan injeksi, tekanan pengisian, suhu cetakan, dan waktu pendinginan. Sangat jarang sekali cetakan menghasilkan bagian yang sesuai pada hari pertama uji coba. Sebagian besar program dianggarkan 2–4 putaran uji coba selama 2–6 minggu untuk menyempurnakan prosesnya, mengatasi penyimpangan dimensi, dan mengatasi cacat permukaan.
Die casting tingkat otomotif memerlukan PPAP (Proses Persetujuan Bagian Produksi) atau dokumentasi yang setara, termasuk laporan dimensi, sertifikasi material, dan studi kemampuan proses (Cpk ≥ 1,67 pada fitur penting). Fase dokumentasi ini dapat memakan waktu 2–4 minggu lagi setelah suku cadang lolos inspeksi dimensional.
Ringkasan Total Waktu Pimpin
- Bagian sederhana, tanpa tindakan sampingan, non-otomotif: 8–14 minggu dari pemesanan perkakas hingga pengiriman pertama yang disetujui
- Die casting otomotif dengan kompleksitas sedang: 14–22 minggu
- Bagian struktural besar dengan die casting vakum dan PPAP: 20–30 minggu
- Prototipe die casting (perkakas lunak, aluminium atau cetakan kirksite): 2–4 minggu , volume terbatas, akurasi lebih rendah
Die Casting Ruang Panas vs Ruang Dingin: Perbandingan Waktu
Dua kategori proses die casting utama berbeda secara signifikan dalam kecepatan karena arsitektur mekanis fundamentalnya:
Die Casting Ruang Panas
Pada mesin ruang panas, silinder injeksi (leher angsa) terendam secara permanen dalam wadah logam cair. Ketika pendorong ditarik kembali, logam mengisi ruangan secara otomatis. Ketika bergerak maju, logam dipaksa melewati leher angsa dan masuk ke dalam cetakan. Karena tidak ada langkah menyendok yang terpisah, waktu siklus jauh lebih pendek — komponen seng kecil dapat berputar dengan kecepatan 300–500 tembakan per jam pada cetakan multi-rongga. Proses ini terbatas pada paduan dengan titik leleh rendah (seng, timbal, timah, beberapa magnesium) karena suhu yang lebih tinggi akan mendegradasi komponen yang terendam dengan cepat.
Die Casting Ruang Dingin
Mesin ruang dingin menjaga mekanisme injeksi terpisah dari tungku peleburan. Operator atau robot sendok otomatis memindahkan sejumlah logam ke dalam selongsong peluru sebelum setiap siklus. Ini menambah 5–15 detik per siklus dibandingkan dengan ruang panas tetapi memungkinkan pemrosesan paduan suhu tinggi seperti aluminium, magnesium, dan tembaga yang akan merusak leher angsa yang terendam. Mayoritas die casting berdasarkan beratnya — khususnya komponen aluminium otomotif — menggunakan mesin ruang dingin.
Secara praktis, konektor seng yang diproduksi pada mesin ruang panas mungkin berharga $0,08–$0,25 per buah dalam waktu siklus saja. Geometri bagian yang sama yang didesain ulang dalam aluminium pada mesin ruang dingin dapat menimbulkan biaya terkait waktu siklus sebesar $0,40–$1,20 per bagian — pendorong biaya nyata dalam aplikasi elektronik konsumen bervolume tinggi yang menghasilkan ratusan juta unit per tahun setiap detiknya.
Bagaimana Die Casting Dibandingkan dengan Proses Manufaktur Lainnya dalam Kecepatan
Die casting adalah salah satu metode tercepat untuk memproduksi komponen logam kompleks dalam skala besar, namun keunggulan kecepatannya paling menonjol pada volume tinggi. Perbandingan dengan proses pembentukan logam umum lainnya memperjelas posisi die casting:
| Proses | Waktu Siklus (bagian tengah) | Waktu Tunggu Perkakas | Rentang Volume Terbaik |
|---|---|---|---|
| pengecoran mati | 30–90 detik | 6–14 minggu | 10.000–juta/tahun |
| Pengecoran Pasir | 10–60 menit | 2–6 minggu | 1–10.000/tahun |
| Pengecoran Investasi | Jam per batch | 4–10 minggu | 100–50.000/tahun |
| Pemesinan CNC | 5–120 menit | 1–3 minggu (pertandingan) | 1–5.000/tahun |
| Pengecoran Cetakan Permanen | 2–10 menit | 4–8 minggu | 1.000–100.000/tahun |
Keunggulan kecepatan die casting dibandingkan pengecoran pasir dan pengecoran investasi sangat besar — seringkali 10x hingga 50x lebih cepat per komponen saat dijalankan pada produksi penuh. Keunggulan kecepatan tersebut, dikombinasikan dengan kemampuan pengulangan dimensi yang sangat baik (toleransi ±0,1 mm pada fitur non-kritis selalu dipertahankan), menjelaskan mengapa die casting mendominasi industri otomotif, elektronik konsumen, dan manufaktur peralatan dengan volume di atas sekitar 10.000 suku cadang per tahun.
Strategi Mengurangi Waktu Siklus Die Casting
Dalam produksi bervolume tinggi, bahkan pengurangan waktu siklus sebesar 5 detik berarti penghematan biaya yang terukur. Suku cadang yang berjalan pada 60 detik per siklus pada mesin dengan tingkat beban $120/jam berharga $2,00 per siklus. Kurangi menjadi 50 detik dan biaya per potong turun menjadi $1,67 — pengurangan 16,5% tanpa mengubah bahan, tenaga kerja, atau overhead. Dengan 1 juta komponen per tahun, ini berarti penghematan tahunan sebesar $330.000 dari satu perbaikan proses. Strategi pengurangan waktu siklus yang paling efektif adalah:
Optimalkan Desain Sirkuit Pendingin
Pendinginan konformal – dimana saluran pendingin mengikuti kontur rongga dibandingkan berjalan dalam garis lurus – dapat mengurangi waktu pendinginan 20–40% dibandingkan dengan saluran bor konvensional. Saluran konformal diproduksi menggunakan manufaktur aditif (pencetakan 3D sisipan baja perkakas) dan menempatkan air pendingin lebih dekat ke permukaan kompleks. Premi biaya perkakas di muka (biasanya tambahan $10.000–$40.000 per set sisipan) dapat diperoleh kembali dengan cepat dalam program bervolume tinggi.
Gunakan Tekanan Intensifikasi dengan Benar
Menerapkan tekanan intensifikasi tinggi (tekanan fase ke-2) segera setelah pengisian rongga memaksa logam masuk ke setiap detail dan mengkompensasi penyusutan selama pemadatan. Intensifikasi yang tepat mengurangi mikroporositas, yang pada gilirannya memungkinkan dinding menjadi lebih tipis — sehingga menjadi lebih cepat dingin. Ini adalah cara tidak langsung namun efektif untuk mempersingkat waktu siklus melalui peningkatan kepercayaan desain komponen.
Minimalkan Suhu Ejeksi
Komponen dapat dikeluarkan pada suhu yang lebih tinggi daripada perkiraan banyak operator, asalkan geometrinya tidak mudah melengkung dan penempatan pin ejektor benar. Pengujian dengan pencitraan termal dan pengukuran lengkungan memungkinkan tim mengidentifikasi waktu pendinginan minimum yang aman secara eksperimental. Banyak program produksi yang menjalankan waktu pendinginan 10–20% lebih lama dari yang diperlukan hanya karena program tersebut tidak pernah dioptimalkan ulang setelah penyiapan awal.
Menerapkan Pemantauan Proses Real-Time
Mesin die casting modern yang dilengkapi dengan sensor pada tekanan rongga, kecepatan pendorong, dan suhu die dapat secara otomatis menyesuaikan parameter proses shot-to-shot. Kontrol adaptif ini mencegah waktu pendinginan yang terlalu konservatif yang diatur secara manual oleh operator untuk menghindari kesalahan pengambilan gambar. Kondisi proses yang konsisten juga mengurangi tingkat scrap, yang secara efektif meningkatkan hasil bersih tanpa mengubah siklus mesin sama sekali.
Desain Ulang untuk Ketebalan Dinding yang Seragam
Bos tebal, rusuk, atau bantalan yang menyimpang secara signifikan dari ketebalan dinding nominal menciptakan titik panas yang menentukan waktu pendinginan minimum untuk seluruh bagian. Menghilangkan bagian yang tebal, menambahkan transisi radius, dan mengganti bantalan padat dengan struktur bergaris dapat menghilangkan kemacetan ini. Dalam salah satu desain ulang braket otomotif yang terdokumentasi, pengurangan dinding maksimum dari 8 mm menjadi 5 mm (dengan tetap mempertahankan kekuatan melalui geometri rusuk) memangkas waktu pendinginan dari 75 detik menjadi 42 detik — pengurangan sebesar 44% yang memindahkan suku cadang ke kelas mesin yang jauh lebih kecil dan lebih murah.
Operasi Pasca Pengecoran dan Persyaratan Waktunya
Tembakan die casting hanyalah permulaan. Sebagian besar komponen die cast memerlukan pengoperasian tambahan sebelum siap dikirim atau dirakit. Langkah-langkah pasca-casting ini menambah waktu — terkadang lebih lama dari siklus casting itu sendiri — dan harus direncanakan ke dalam penjadwalan produksi secara keseluruhan:
- Pemangkasan / Pencairan: Penghapusan flash (sirip logam tipis pada garis perpisahan) dan sistem runner/gate. Deflashing manual: 30–120 detik per bagian. Tekan trim otomatis: 3–10 detik per bagian.
- Peledakan tembakan: Pembersihan permukaan dan perbaikan tekstur. Siklus batch: 5–15 menit untuk memuat komponen.
- pemesinan CNC: Pengeboran, penyadapan, dan penggilingan permukaan cor secara presisi. Waktu sangat bervariasi: 30 detik hingga 10 menit tergantung pada fitur dan pengaturan.
- Perlakuan panas (T5/T6 untuk aluminium): Solusi pengobatan dan penuaan buatan dapat dilakukan 6–24 jam total dan memerlukan penjadwalan oven batch.
- Finishing permukaan (anodisasi, pelapisan bubuk, pengecatan): 1–48 jam tergantung proses dan penyelesaian kelas.
- Inspeksi dan pengukuran dimensi: Inspeksi CMM pada artikel pertama atau contoh rencana: 10–60 menit per bagian untuk laporan komprehensif.
Ketika operasi pasca pengecoran dimasukkan, total waktu produksi per komponen di bengkel kerja mungkin diukur dalam jam atau hari, bukan detik. Sel produksi yang efisien menggabungkan ekstraksi robotik, mesin press trim inline, dan konveyor terintegrasi untuk meminimalkan waktu antar operasi dan mengurangi inventaris barang dalam proses.
Kesalahpahaman Umum Tentang Waktu Die Casting
Beberapa kesalahpahaman yang terus-menerus mengenai jadwal die casting menyebabkan masalah dalam pengadaan, perencanaan program, dan estimasi biaya:
"Die casting selalu cepat"
Die casting cepat untuk produksi komponen identik bervolume tinggi dan berulang. Ini tidak cepat untuk volume rendah, karena waktu tunggu perkakas mendominasi garis waktu. Untuk pesanan prototipe sebanyak 500 potong, waktu pengerjaan perkakas selama 10 minggu membuat die casting lebih lambat dibandingkan permesinan CNC atau bahkan pengecoran investasi dalam hal waktu pengerjaan bagian pertama. Inilah sebabnya mengapa prototipe die casting dengan perkakas aluminium sementara ada sebagai sebuah kategori — ia menerima masa pakai perkakas yang dikompromikan untuk mendapatkan suku cadang lebih cepat.
"Waktu siklus yang lebih cepat selalu berarti biaya yang lebih rendah"
Mengurangi waktu siklus di bawah proses minimum yang stabil akan meningkatkan laju sisa dan frekuensi pemeliharaan cetakan. Pengurangan waktu pendinginan selama 10 detik yang meningkatkan sisa dari 2% menjadi 8% menghemat waktu mesin namun meningkatkan biaya logam dan pengerjaan ulang. Waktu siklus optimal meminimalkan total biaya per komponen yang baik — bukan hanya waktu mesin. Hal ini memerlukan biaya sisa dan pengerjaan ulang yang harus diperhitungkan bersamaan dengan tingkat beban mesin.
"Waktu tunggu yang dikutip pemasok saya adalah total waktu tunggu"
Pemasok biasanya mengutip waktu tunggu perkakas dan terkadang waktu tunggu sampel T1. Hal ini jarang mencakup waktu untuk iterasi tinjauan desain, persetujuan dimensi sisi pelanggan, persiapan dokumentasi PPAP, atau logistik. Pembeli yang menggunakan waktu perkakas yang disebutkan sebagai total waktu produksi biasanya mengalami keterlambatan 4–8 minggu dari jadwal. Rencana program yang realistis menambahkan setidaknya 3–6 minggu ke jumlah yang ditentukan pemasok untuk persetujuan suku cadang dan penyiapan rantai pasokan.