Bisakah Aluminium 6061 Die Cast? Jawaban Langsung
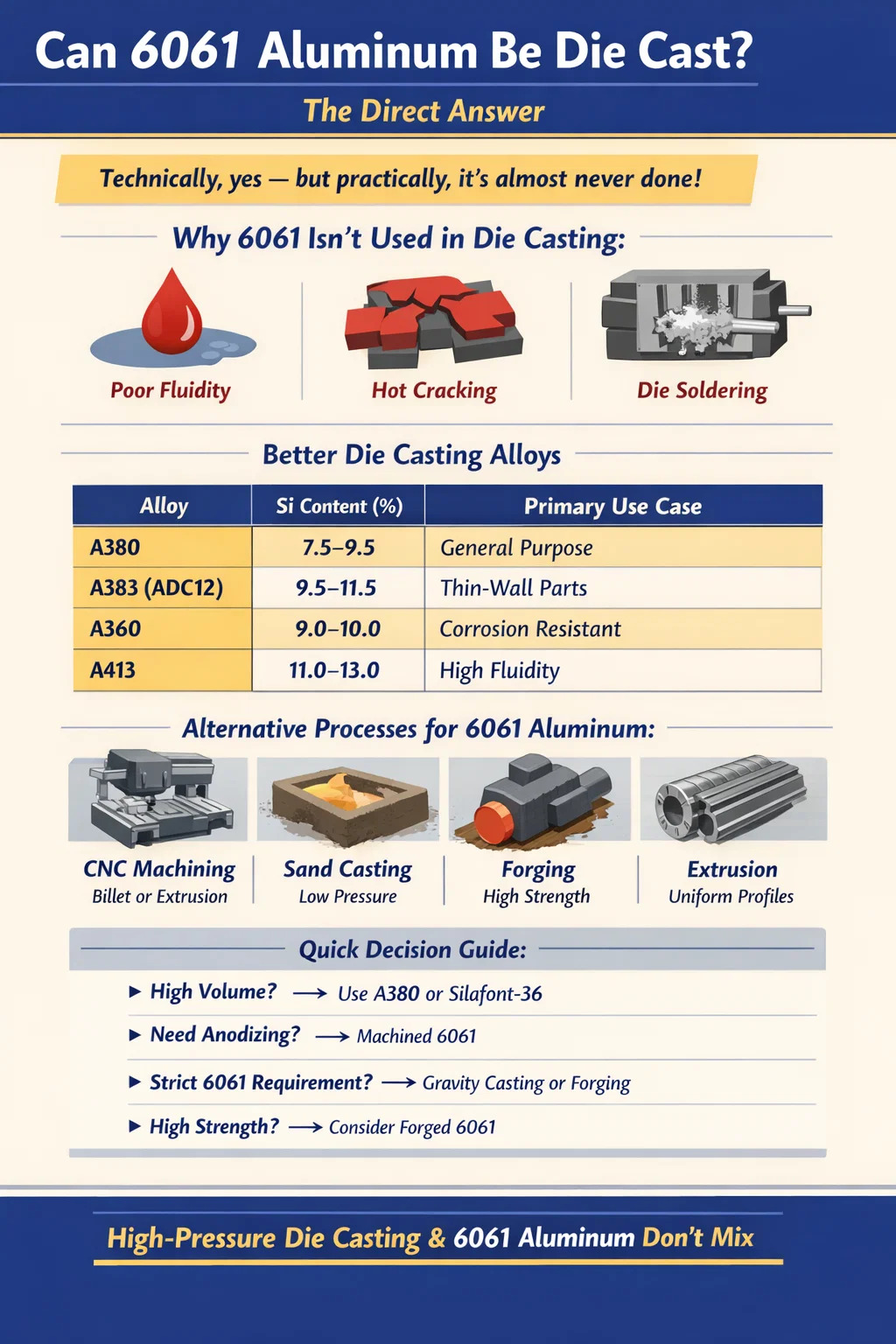
Secara teknis, ya — tetapi dalam praktik manufaktur, Aluminium 6061 hampir tidak pernah digunakan dalam pengecoran mati , dan sebagian besar fasilitas die casting akan menyarankan untuk tidak melakukannya. Alasannya adalah karena kimia paduan. 6061 adalah paduan aluminium tempa, artinya paduan ini dirancang khusus untuk proses seperti ekstrusi, penggulungan, dan penempaan — bukan untuk injeksi ke dalam cetakan baja di bawah tekanan tinggi. Kandungan magnesium dan silikonnya, meskipun sangat baik untuk kinerja struktural setelah perlakuan panas, menciptakan masalah serius di lingkungan die casting: fluiditas yang buruk, kecenderungan retak panas, dan masalah penyolderan die yang meningkatkan tingkat scrap dan biaya perkakas.
Paduan aluminium yang mendominasi die casting industri dirancang khusus untuk proses tersebut. A380, A383, A360, dan ADC12 merupakan mayoritas die casting aluminium di seluruh dunia karena kandungan silikonnya — biasanya antara 8% dan 12% — memberikan fluiditas leleh, perilaku termal, dan karakteristik pemadatan yang dibutuhkan die casting. 6061 hanya mengandung 0,4%–0,8% silikon , jauh di bawah ambang batas yang dibutuhkan untuk die casting bervolume tinggi dan andal.
Artikel ini menjelaskan mengapa 6061 berperilaku seperti pada die casting, alternatif apa yang ada, dan skenario mana yang memilih paduan berbeda — atau proses yang berbeda sama sekali — akan memberikan hasil yang lebih baik dengan biaya lebih rendah.
Pengertian Aluminium 6061: Komposisi Paduan dan Implikasinya
Aluminium 6061 merupakan paduan seri 6xxx, yang berarti unsur paduan utamanya adalah magnesium (Mg) dan silikon (Si). Kisaran komposisi standar adalah sebagai berikut:
| Elemen | Rentang Komposisi (%) | Peran dalam Paduan |
|---|---|---|
| Silikon (Si) | 0,40 – 0,80 | Penguatan melalui endapan Mg₂Si |
| magnesium (Mg) | 0,80 – 1,20 | Elemen penguatan primer |
| Tembaga (Cu) | 0,15 – 0,40 | Kekuatan tambahan, sedikit mengurangi ketahanan terhadap korosi |
| Kromium (Cr) | 0,04 – 0,35 | Kontrol struktur butir |
| Besi (Fe) | Maks 0,70 | Kebetulan; dikontrol sebagai pengotor |
| Aluminium (Al) | Saldo (~96–99) | Logam dasar |
Kombinasi Mg dan Si membentuk magnesium silisida (Mg₂Si) yang mengendap selama perlakuan panas (temper T4 atau T6), yang membuat 6061-T6 terkenal dengan kekuatan tariknya sekitar 310 MPa (45.000 psi) . Respons pengerasan presipitasi ini adalah salah satu keunggulan terbesar paduan ini — namun ini merupakan keunggulan pasca-pemrosesan, bukan keunggulan pengecoran.
Sebaliknya, kandungan silikon yang rendah berarti paduan cair memiliki viskositas tinggi dan rentang pemadatan yang sempit. Ketika dituangkan atau disuntikkan ke dalam cetakan, ia tidak mudah mengalir ke dinding tipis atau geometri yang rumit. Hasilnya adalah pengisian yang tidak lengkap, penutupan dingin, dan porositas – cacat yang khususnya menjadi masalah pada bagian cetakan yang struktural atau kedap tekanan.
Mengapa 6061 Berkinerja Buruk dalam Proses Die Casting
Die casting adalah proses bertekanan tinggi dan berkecepatan tinggi. Aluminium cair disuntikkan ke dalam cetakan baja pada tekanan yang biasanya berkisar dari 10.000 hingga 30.000 psi (69 hingga 207 MPa) , pada waktu pengisian diukur dalam milidetik. Paduan tersebut harus mengalir secara instan melalui runner dan gate, mengisi bagian-bagian tipis secara menyeluruh, dan memadat dengan cara yang dapat diprediksi. 6061 menciptakan beberapa titik kegagalan di lingkungan ini.
Fluiditas Leleh yang Buruk
Fluiditas dalam paduan pengecoran aluminium sebagian besar ditentukan oleh kandungan silikon. Silikon menurunkan titik leleh, memperluas jendela suhu cair-padat, dan mengurangi tegangan permukaan lelehan. Paduan die casting seperti A380 mengandung sekitar 8,5% silikon. 6061 mengandung kurang dari 1%. Dalam uji fluiditas (misalnya, uji fluiditas spiral), A380 secara konsisten mengisi dua hingga tiga kali panjang lelehan 6061 dalam kondisi yang sama. Bagian berdinding tipis di bawah 2 mm pada dasarnya tidak mungkin diisi secara andal dengan 6061.
Retak Panas Selama Pemadatan
6061 memiliki rentang pemadatan yang luas — jarak antara likuidus (~652°C) dan solidus (~582°C) kira-kira 70°C. Selama fase semi-padat ini, paduan rentan terhadap robekan panas: kerangka yang mengeras sebagian berkontraksi, namun logam cair tidak dapat mengalir cukup cepat melalui saluran yang tersisa untuk mengimbanginya. Hasilnya adalah retakan internal. Paduan die casting silikon tinggi memiliki rentang pemadatan yang lebih sempit , yang berarti transisi logam dari cair ke padat lebih cepat dan seragam, sehingga secara dramatis mengurangi risiko retak panas.
Kerusakan Penyolderan dan Perkakas
Die solder terjadi ketika aluminium berikatan dengan permukaan die baja. Kandungan besi dalam cetakan bereaksi dengan aluminium dalam lelehan membentuk senyawa intermetalik besi-aluminium (Fe-Al IMCs) pada permukaan cetakan. Silikon bertindak sebagai penyangga — silikon lebih disukai bereaksi dengan besi untuk membentuk fase Fe-Si yang kurang melekat dan lebih mudah dilepaskan. Karena 6061 rendah silikon, ia jauh lebih rentan untuk disolder ke permukaan cetakan. Hal ini meningkatkan gaya ejeksi, menyebabkan cacat permukaan pada pengecoran, dan mempercepat erosi cetakan. Die life untuk 6061 dalam uji coba die casting telah dilaporkan jauh lebih pendek dibandingkan dengan paduan die casting standar.
Komplikasi Perawatan Panas
Salah satu daya tarik utama 6061 adalah responsnya terhadap perlakuan panas T6, yang meningkatkan kekuatan tarik dari sekitar 125 MPa (18.000 psi) dalam keadaan anil menjadi sekitar 310 MPa (45.000 psi). Namun, bagian cetakan – bahkan dalam paduan yang kompatibel – terkenal sulit untuk diberi perlakuan panas karena pemadatan yang cepat dalam cetakan memerangkap porositas gas. Ketika die casting berpori diberi perlakuan panas larutan pada suhu sekitar 530°C, gas yang terperangkap akan mengembang dan menyebabkan permukaan melepuh. Cetakan cetakan 6061 akan menghadapi masalah yang sama, dan juga telah mengalami masalah fluiditas dan keretakan selama pengecoran. Hasil akhirnya adalah keunggulan kekuatan yang diharapkan dari 6061 tidak dapat diwujudkan secara andal melalui die casting.
Paduan Aluminium Apa yang Sebenarnya Digunakan dalam Die Casting
Industri die casting telah menetapkan daftar pendek paduan aluminium yang secara konsisten memberikan hasil yang andal dan berkualitas tinggi. Memahami alternatif-alternatif ini sangat penting ketika mengevaluasi apakah akan melakukan die casting untuk suku cadang yang awalnya dirancang sekitar tahun 6061.
| Paduan | Si Konten (%) | UTS (MPa) | Kasus Penggunaan Utama |
|---|---|---|---|
| A380 | 7.5 – 9.5 | ~317 | Tujuan umum; paduan die casting yang paling banyak digunakan secara global |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Bagian berdinding tipis yang rumit; fluiditas yang lebih baik daripada A380 |
| A360 | 9.0 – 10.0 | ~317 | Kekencangan tekanan, ketahanan korosi |
| A413 | 11.0 – 13.0 | ~296 | Fluiditas tertinggi; komponen hidrolik, pengecoran rumit |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Hingga ~350 (T5/T7) | Pengecoran otomotif struktural; dapat diobati dengan panas |
| 6061 | 0,40 – 0,80 | 310 (T6, tempa) | Ekstrusi, penempaan, pemesinan — bukan die casting |
A380 sendiri menyumbang perkiraan 60% atau lebih dari seluruh die casting aluminium diproduksi di Amerika Utara . Kombinasi sifat mekanik yang baik, kemampuan pengecoran yang sangat baik, dan biaya yang wajar menjadikannya standar industri. Ketika para desainer membutuhkan aluminium cor yang dapat diolah dengan panas dengan kekuatan lebih tinggi, mereka semakin beralih ke paduan seperti Silafont-36 atau Aural-2, yang dirancang dari awal untuk menggabungkan perilaku die casting yang baik dengan kemampuan untuk merespons pengerasan karena usia — sesuatu yang tidak dapat dihasilkan oleh 6061 dalam bentuk die cast.
Kapan Insinyur Menentukan 6061 dan Mengapa Mereka Beralih
Dalam banyak skenario pengembangan produk, para insinyur menentukan 6061 di awal proyek karena mereka sudah familiar dengannya, atau karena prototipe dikerjakan dari billet 6061. Ketika volume produksi meningkat dan die casting menjadi menarik untuk pengurangan biaya, pertanyaan apakah akan mempertahankan 6061 menjadi titik keputusan yang nyata. Hasil umumnya adalah peralihan ke paduan die casting yang lebih kompatibel, namun logikanya layak untuk diperiksa secara mendetail.
Persyaratan Properti Mekanik
Insinyur sering menentukan 6061-T6 karena kekuatan tariknya sekitar 310 MPa dan kekuatan luluh 276 MPa. Pertanyaannya adalah apakah properti ini benar-benar diperlukan oleh aplikasi, atau apakah properti tersebut dipilih secara konservatif berdasarkan keakraban. A380 die cast mencapai UTS sekitar 317 MPa, sangat mendekati 6061-T6, dan kekuatan luluh sekitar 159 MPa. Untuk aplikasi di mana kekuatan luluh adalah parameter penting — seperti braket struktural atau rumah penahan beban — A380 mungkin gagal, dan teknisi memiliki dua pilihan: merancang geometri dengan ketebalan dinding tambahan sebagai kompensasi, atau beralih ke paduan die casting yang dapat diberi perlakuan panas seperti Silafont-36, yang dapat mencapai kekuatan luluh 240 MPa atau lebih tinggi setelah perlakuan T5/T7.
Ketahanan Korosi
6061 dikenal memiliki ketahanan terhadap korosi yang baik, khususnya di lingkungan laut dan luar ruangan. A380 mengandung kandungan tembaga yang lebih tinggi (hingga 3,5%), yang mengurangi ketahanan terhadap korosi dibandingkan dengan 6061. Jika suatu bagian harus tahan terhadap semprotan garam atau digunakan di lingkungan pantai tanpa lapisan, A380 mungkin memerlukan perawatan permukaan. A360 adalah paduan die casting alternatif dengan kandungan tembaga lebih rendah yang memberikan ketahanan korosi yang lebih baik, dan sering kali ditentukan ketika pelapisan konversi anodisasi atau kromat merupakan bagian dari proses.
Anodisasi dan Finishing Permukaan
6061 melakukan anodisasi dengan sangat baik. Komposisi rendah besi dan tembaga rendah menghasilkan lapisan oksida anodik yang jernih dan konsisten. Paduan die casting, terutama yang memiliki kandungan silikon tinggi, mengalami anodisasi yang buruk — partikel silikon tetap tidak teranodisasi dan tampak sebagai bintik abu-abu tua atau hitam di lapisan oksida, sehingga hampir tidak mungkin dilakukan anodisasi cerah dekoratif. Jika suatu bagian memerlukan anodisasi bening atau berwarna untuk alasan estetika, die casting adalah proses yang salah, apa pun paduannya. Pengecoran pasir atau pengecoran cetakan permanen gravitasi dengan paduan komposisi tempa 6061 atau serupa, diikuti dengan perlakuan T6, adalah jalur yang lebih baik untuk bagian anodisasi pada volume sedang.
kemampuan mesin
6061 menyenangkan untuk dikerjakan. Ini menghasilkan chip yang bersih, memiliki toleransi yang ketat, dan menerima threading dan penyadapan dengan baik. Paduan die casting umumnya lebih keras pada alat pemotong karena kandungan silikonnya yang bersifat abrasif, meskipun A380 tetap dapat dikerjakan dengan mesin menurut standar die cast. Jika pasca-pemesinan yang signifikan diperlukan setelah pengecoran — misalnya, lubang bor presisi, sisipan berulir, atau toleransi kerataan yang ketat — hal ini perlu diperhitungkan dalam perbandingan biaya proses keseluruhan antara die casting dengan A380 dan proses alternatif yang menggunakan 6061.
Proses Pembuatan Alternatif untuk Aluminium 6061
Karena 6061 tidak cocok untuk die casting, insinyur yang membutuhkan sifat material 6061 harus mempertimbangkan proses manufaktur berikut, yang masing-masing memiliki trade-off tersendiri dalam hal kemampuan geometri, penyelesaian permukaan, biaya, dan skalabilitas volume.
Pemesinan CNC dari Billet atau Ekstrusi
Untuk volume rendah hingga menengah — biasanya di bawah 1.000 bagian per tahun — pemesinan 6061 benda kerja atau stok ekstrusi sering kali merupakan pendekatan yang paling hemat biaya. 6061 mesin pada kecepatan tinggi dengan masa pakai alat yang sangat baik. Bengkel CNC yang kompeten dapat menjaga toleransi ±0,025 mm (±0,001 in) secara rutin. Batasannya adalah pemborosan material (rasio beli-terbang bisa tinggi untuk komponen yang kompleks) dan waktu siklus untuk geometri yang rumit. Untuk produksi bervolume tinggi, biaya pemesinan per bagian dengan cepat melebihi biaya pengecoran.
Pengecoran Pasir dan Pengecoran Cetakan Permanen
6061 dapat dicetak dengan pasir atau dimasukkan secara gravitasi ke dalam cetakan permanen. Proses ini melibatkan tekanan injeksi yang lebih rendah daripada die casting, sehingga memberikan waktu pada paduan untuk mengisi cetakan. Pengecoran pasir 6061 dipraktekkan di industri dirgantara dan pertahanan , di mana persyaratan sertifikasi material mengharuskan komposisi paduan dan respons perlakuan panas daripada mengizinkan substitusi dengan paduan die casting standar. Kekuatan luluh pengecoran pasir 6061 yang diberi perlakuan T6 biasanya berada pada kisaran 220–260 MPa, sedikit di bawah angka tempa, namun cukup untuk banyak aplikasi struktural. Biaya perkakas untuk pengecoran pasir rendah (dalam banyak kasus di bawah $5.000), sehingga dapat digunakan pada volume dari satu prototipe hingga beberapa ribu komponen per tahun.
Penempaan
6061 adalah salah satu paduan aluminium yang paling sering ditempa. Penempaan menyelaraskan struktur butiran di sepanjang garis tegangan bagian, menghasilkan sifat mekanik yang melebihi bagian cor dan mesin. 6061-T6 yang ditempa dapat mencapai kekuatan tarik sebesar 330–350 MPa dan kekuatan luluh 295–310 MPa — jauh lebih tinggi dari spesifikasi pelat tempa standar. Komponen struktural ruang angkasa, komponen sepeda, dan suku cadang suspensi otomotif sering kali ditempa mulai tahun 6061. Kelemahannya adalah biaya cetakan tempa mahal (seringkali $20.000–$80.000 per set cetakan) dan prosesnya paling cocok untuk suku cadang dengan geometri yang relatif sederhana dan tanpa potongan bawah.
Ekstrusi
Ekstrusi bisa dibilang merupakan proses asli 6061. Paduan mengalir melalui cetakan untuk menghasilkan profil penampang yang panjang dan konstan dengan kecepatan tinggi. Cetakan ekstrusi berharga $500–$3,000 untuk profil sederhana, sehingga proses ini dapat diakses bahkan pada volume rendah. Penampang melintang yang rumit dengan ruang berongga dapat dicapai. Operasi sekunder seperti penggergajian memanjang, pelubangan, pengeboran, dan pembengkokan mengubah 6061 diekstrusi menjadi komponen struktural jadi. Kendalanya adalah penampang melintang harus seragam sepanjang panjangnya — ekstrusi tidak dapat menghasilkan kompleksitas tiga dimensi seperti yang dicapai oleh die casting.
Thixocasting dan Rheocasting (Pemrosesan Semi-Padat)
Pemrosesan logam semi-padat (SSM) adalah pilihan khusus namun relevan. Dalam pengecoran tikso, billet 6061 yang disiapkan secara khusus dengan struktur mikro tiksotropik dipanaskan hingga kisaran semi-padat dan disuntikkan ke dalam cetakan. Karena materialnya sebagian padat, maka alirannya lebih dapat diprediksi, dengan turbulensi yang lebih sedikit dan porositas yang lebih sedikit dibandingkan die casting konvensional. Studi penelitian telah menunjukkan hal itu thixocast 6061-T6 dapat mencapai kekuatan tarik 280–310 MPa , sangat dekat dengan patokan yang dibuat. Keterbatasannya adalah biaya: proses persiapan billet (metode SIMA atau MHD) menambah biaya, dan jangka waktu prosesnya sempit, sehingga memerlukan kontrol suhu yang ketat. Pemrosesan SSM 6061 digunakan dalam komponen otomotif dan ruang angkasa di mana kinerja mekanis dan geometri kompleks harus hidup berdampingan, namun ini bukan proses produksi utama.
Die Casting Tekanan Tinggi vs. Proses Tekanan Rendah dan Gravitasi: Dampak pada Kelangsungan Hidup 6061
Perlu dibedakan antara kelompok proses pengecoran yang berbeda, karena tantangan dengan 6061 sangat bervariasi tergantung pada tekanan dan kecepatan pengisian.
- Die casting bertekanan tinggi (HPDC) : Tekanan injeksi 10.000–30.000 psi, waktu pengisian 10–100 ms. 6061 sepenuhnya tidak cocok. Kombinasi fluiditas rendah, kerentanan retak panas, dan penyolderan mati membuat produksi yang andal tidak mungkin dilakukan pada skala komersial.
- Die casting bertekanan rendah (LPDC) : Tekanan 5–15 psi (0,03–0,1 MPa), laju pengisian jauh lebih lambat. 6061 tarif lebih baik di sini. LPDC digunakan untuk pembuatan roda dan beberapa pengecoran otomotif struktural. Pengisian yang lebih lambat mengurangi turbulensi dan memungkinkan beberapa paduan dengan fluiditas lebih rendah untuk bekerja dengan baik. 6061 dapat dicetak dengan tekanan rendah dengan manajemen suhu yang tepat, meskipun memerlukan kontrol proses yang cermat.
- Cetakan permanen gravitasi (GPM / chill casting) : Tidak ada tekanan yang diberikan; logam terisi secara gravitasi. Ini adalah proses pengecoran yang paling mudah untuk 6061 dalam hal kompatibilitas paduan. Coran GPM pada 6061 dapat dengan andal diberi perlakuan panas T6 dan mencapai sifat struktural yang berguna. Permukaan akhir dan konsistensi dimensi lebih rendah dibandingkan HPDC, namun prosesnya jauh lebih mudah diakses untuk paduan ini.
- Die casting dengan bantuan vakum : Varian HPDC di mana ruang hampa diterapkan pada rongga cetakan sebelum injeksi untuk mengurangi porositas. Meskipun bantuan vakum meningkatkan kepadatan komponen dan memungkinkan perlakuan panas pada paduan die casting standar, hal ini tidak menyelesaikan masalah fluiditas mendasar atau keretakan panas yang terkait dengan 6061 dalam konteks HPDC.
Kesimpulan praktisnya adalah jika die casting secara khusus berarti HPDC — seperti yang terjadi di sebagian besar percakapan industri — maka 6061 harus dihindari. Jika proses tekanan rendah atau gravitasi berada dalam cakupannya, 6061 menjadi pilihan yang tepat, terutama untuk bagian struktural yang memerlukan perlakuan panas T6.
Perbandingan Biaya: Die Casting dengan A380 vs. Proses Alternatif dengan 6061
Biaya adalah salah satu pendorong paling umum di balik pertanyaan apakah akan die cast 6061 — biasanya, seorang desainer menginginkan sifat material 6061 tetapi keekonomian per bagian dari die casting. Perbandingan berikut menggunakan bagian struktural perumahan yang representatif dengan kompleksitas sedang sebagai referensi.
| Proses | Paduan | Biaya Perkakas (Perkiraan) | Biaya Per Bagian pada 10rb/tahun | Perlakuan Panas Mungkin? |
|---|---|---|---|---|
| HPDC | A380 | $30.000–$100.000 | $2–$8 | Terbatas (risiko porositas) |
| HPDC (struktural) | Silafont-36 | $30.000–$100.000 | $3–$10 | Ya (dengan bantuan vakum) |
| Perm Gravitasi. Cetakan | 6061 | $5.000–$20.000 | $8–$20 | Ya (T6 dapat dicapai) |
| Pengecoran Pasir | 6061 | $1.000–$8.000 | $15–$40 | Ya (T6 dapat dicapai) |
| Pemesinan CNC | 6061 billet | $0–$5.000 (perbaikan) | $20–$80 | Ya (stok yang sudah diolah sebelumnya) |
Data menunjukkan bahwa HPDC dengan A380 atau paduan die casting struktural memberikan biaya per bagian terendah pada volume tinggi, namun memerlukan penerimaan material selain 6061. Jika 6061 benar-benar diperlukan — misalnya, karena spesifikasi material dirgantara atau persyaratan sertifikasi korosi tertentu — maka pengecoran atau pemesinan gravitasi adalah jalur yang rasional secara ekonomi, menerima biaya per bagian yang lebih tinggi sebagai imbalan atas paduan yang tepat.
Alternatif yang Muncul: Paduan Die Casting Komposisi Tempa
Industri ini tidak mengabaikan permintaan aluminium die cast dengan sifat mendekati 6061. Beberapa pengembang paduan dan spesialis pengecoran telah memperkenalkan paduan yang dirancang untuk menjembatani kesenjangan antara paduan die casting standar dan komposisi seri tempa. Hal ini perlu diketahui oleh para insinyur yang sedang mengevaluasi pilihan mereka.
Castasil-37 (Al-Si-Mg, Besi Rendah)
Dikembangkan oleh Rheinfelden Alloys, Castasil-37 mengandung sekitar 9–11% silikon dengan zat besi yang sangat rendah (di bawah 0,15%) dan magnesium yang terkontrol. Kandungan besinya yang rendah secara dramatis mengurangi kecenderungan penyolderan mati dibandingkan dengan paduan standar, dan paduan tersebut dapat dicetak untuk menghasilkan bagian yang tipis dan kompleks. Ini tidak cocok dengan respons perlakuan panas penuh pada 6061, namun sifat as-castnya bersaing dengan banyak aplikasi yang mungkin mempertimbangkan 6061.
Aural-2 dan Aural-5
Ini adalah paduan aluminium primer yang dikembangkan secara khusus untuk cetakan cetakan struktural berintegritas tinggi, khususnya di sektor otomotif di mana kinerja benturan memerlukan kekuatan dan keuletan tinggi. Aural-2 mencapai nilai perpanjangan 10–15% pada kondisi T7 , yang sebanding dengan 6061-T6. Paduan ini dapat dicetak dengan menggunakan HPDC berbantuan vakum dan kemudian diberi perlakuan panas tanpa melepuh secara signifikan, mewakili perkiraan terdekat yang tersedia terhadap sifat 6061 dalam bentuk cetakan.
Paduan Seri 6xxx yang Dioptimalkan Hpdc (Tahap Penelitian)
Kelompok penelitian akademis dan industri telah mengembangkan paduan seri 6xxx yang dimodifikasi dengan penambahan silikon tinggi yang dimaksudkan untuk meningkatkan kinerja die casting sambil mempertahankan beberapa respons pengerasan usia. Hal ini belum ditetapkan secara komersial dalam skala besar, namun hasil produksi percontohan yang diterbitkan dalam jurnal seperti Journal of Materials Processing Technology menunjukkan bahwa paduan dengan penambahan 3–5% Si dan Mg seimbang dapat mencapai kekuatan tarik 280–300 MPa setelah perlakuan T5 dari HPDC. Ini masih merupakan area pengembangan yang aktif daripada opsi produksi siap pakai.
Panduan Keputusan Praktis: Memilih Antara Paduan 6061 dan Die Casting
Kerangka keputusan berikut ini dimaksudkan untuk membantu para insinyur dan perancang produk dengan cepat mengidentifikasi jalur yang tepat untuk situasi spesifik mereka.
- Jika volume tahunan Anda melebihi 5.000 bagian dan kompleksitas geometrinya tinggi, die casting dengan A380 atau paduan struktural hampir pasti merupakan proses yang tepat — evaluasi ulang apakah properti 6061 benar-benar diperlukan atau sekadar familier.
- Jika anodisasi dekoratif diperlukan untuk bagian akhir, die casting adalah proses yang sepenuhnya salah. Gunakan ekstrusi atau mesin 6061 dengan perawatan permukaan yang sesuai.
- Jika kekuatan luluh di atas 200 MPa diperlukan dari bagian cor, evaluasi HPDC berbantuan vakum dengan Silafont-36 atau Aural-2 sebelum beralih ke proses pengecoran gravitasi dengan 6061.
- Jika spesifikasi paduan ditetapkan oleh pelanggan, badan pengawas, atau standar kedirgantaraan yang mengutip 6061, jangan diganti. Gunakan pengecoran gravitasi, pengecoran pasir, atau penempaan.
- Jika volume di bawah 1.000 komponen per tahun dan geometri memungkinkan, pemesinan CNC dari stok 6061-T6 akan memberikan sifat mekanik terbaik dengan investasi perkakas terendah.
- Jika penghematan berat dan efisiensi struktural adalah pendorong utama, pertimbangkan apakah 6061 yang ditempa dapat dibenarkan — penempaan dapat mengurangi berat komponen sebesar 15–30% dibandingkan dengan komponen cor yang setara karena rasio kekuatan terhadap berat yang unggul memungkinkan bagian yang lebih tipis.
Tidak ada jawaban tunggal yang cocok untuk setiap produk. Namun konsensus industri yang konsisten sudah jelas: jangan mencoba die casting bertekanan tinggi dengan aluminium 6061 jika tujuannya adalah hasil berkualitas produksi yang andal. Ketidaksesuaian metalurgi antara komposisi 6061 dan tuntutan proses die casting bukanlah tantangan teknik yang harus diatasi melalui optimalisasi proses — ini adalah masalah pemilihan material mendasar yang paling baik diselesaikan dengan memilih paduan yang tepat untuk proses yang tepat sejak awal.