Jawaban Singkat: Cara Kerja Die Casting
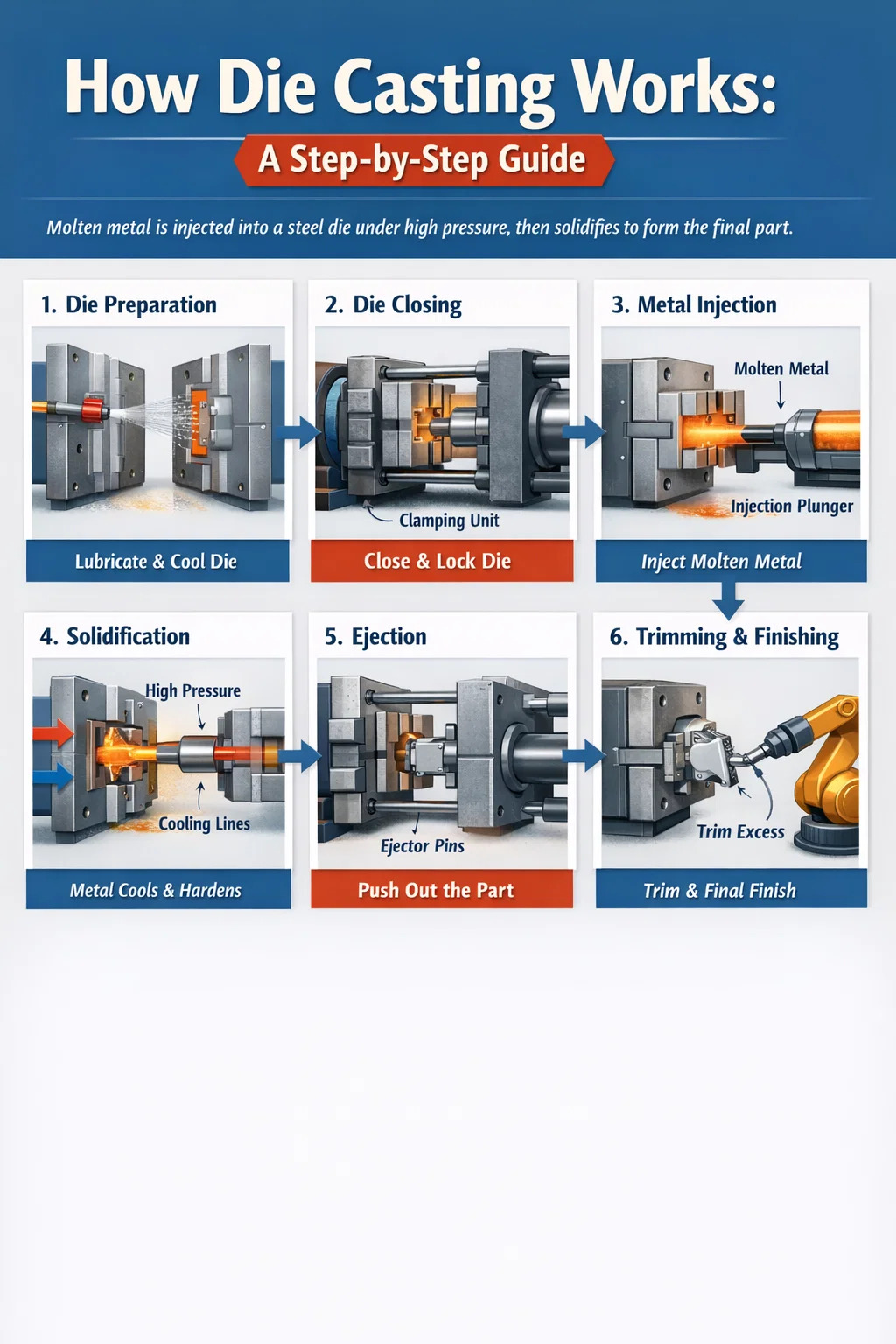
Pengecoran mati adalah proses pembentukan logam di mana logam cair disuntikkan di bawah tekanan tinggi ke dalam cetakan baja yang mengeras — disebut cetakan — dan ditahan di sana sampai logam tersebut membeku menjadi bentuk rongga yang tepat. Setelah padat, cetakan terbuka, pin ejektor mendorong bagian tersebut keluar, dan siklus dimulai lagi. Sebuah dadu dapat mengulangi urutan ini ratusan ribu kali sebelum habis.
Proses ini terutama digunakan dengan paduan non-besi: aluminium, seng, magnesium, dan logam berbasis tembaga. Tekanan injeksi biasanya berkisar antara 1.500 psi hingga lebih dari 25.000 psi , yang memungkinkan die casting menghasilkan komponen dengan dinding tipis, toleransi ketat (seringkali ±0,002 inci), dan permukaan akhir cetakan yang halus tanpa pemesinan ekstensif setelahnya.
Jika Anda membutuhkan puluhan ribu suku cadang logam yang identik — braket otomotif, rumah elektronik, perlengkapan pipa, komponen peralatan — die casting hampir selalu merupakan metode manufaktur yang paling hemat biaya setelah Anda menanggung biaya perkakas di muka.
Proses Die Casting Langkah demi Langkah
Memahami bagaimana die casting dilakukan memerlukan penelusuran melalui setiap tahap siklus produksi. Meskipun berbagai mesin dan paduan menghasilkan variasi, urutan dasarnya tetap konsisten di seluruh industri.
Langkah 1 — Persiapan dan Pelumasan Cetakan
Sebelum setiap pengambilan gambar, bagian cetakan disemprot dengan pelumas atau bahan pelepas. Hal ini memiliki dua tujuan: membantu pengecoran yang dipadatkan keluar dengan bersih tanpa lengket, dan mendinginkan permukaan cetakan sedikit untuk mempertahankan profil termal yang konsisten. Pelumas berbahan dasar air adalah pilihan paling umum di toko-toko modern karena mengurangi asap dan mematuhi peraturan lingkungan. Siklus penyemprotan biasanya memakan waktu dua hingga lima detik dan dilakukan secara otomatis pada saluran bervolume tinggi.
Langkah 2 — Penutupan dan Penjepitan Mati
Mesin die casting menjepit kedua bagian cetakan dengan kekuatan yang sangat besar. Gaya penjepitan ini diukur dalam ton dan harus melebihi gaya yang diberikan logam cair bertekanan pada permukaan cetakan selama injeksi. Sebuah mesin berbobot 500 ton menahan cetakan agar tetap tertutup dengan gaya penjepit sebesar 500 ton. Kapasitas mesin berkisar dari di bawah 100 ton untuk komponen seng kecil hingga 4.000 ton atau lebih untuk komponen struktur aluminium besar. Jika gaya penjepitan tidak mencukupi, logam cair dapat keluar di antara bagian cetakan, sehingga menimbulkan sirip tipis pada bagian tersebut dan berpotensi merusak perkakas.
Langkah 3 — Injeksi Logam
Ini adalah langkah yang menentukan. Logam cair didorong ke dalam rongga cetakan melalui sistem saluran — sariawan, pelari, dan gerbang — yang mengarahkan aliran ke geometri bagian. Pada mesin ruang dingin, sejumlah logam yang diukur disendok atau secara otomatis dituangkan ke dalam selongsong peluru, dan pendorong hidrolik menggerakkannya ke depan. Pada mesin ruang panas, mekanisme injeksi direndam dalam wadah logam cair dan menarik muatan secara langsung. Kecepatan injeksi dapat disesuaikan secara bertahap: fase pertama yang lambat mengisi sistem runner, dan fase kedua yang cepat mengisi rongga bagian untuk mencegah pemadatan dini. Waktu pengisian rongga itu sendiri seringkali antara 10 dan 100 milidetik.
Langkah 4 — Intensifikasi dan Solidifikasi
Segera setelah rongga terisi, mesin menerapkan tekanan intensifikasi — lonjakan tekanan sekunder yang lebih tinggi — untuk mengemas lebih banyak logam dan mengkompensasi penyusutan saat pengecoran mengeras. Tekanan ini dipertahankan selama waktu tunggu, biasanya satu hingga tiga puluh detik tergantung pada ketebalan dinding dan paduannya. Cetakan itu sendiri bertindak sebagai heat sink; saluran pendingin internalnya membawa air atau minyak termal untuk mengekstraksi panas dengan cepat dan konsisten. Pendinginan yang lebih cepat memungkinkan waktu siklus yang lebih pendek dan struktur mikro yang lebih halus pada bagian akhir.
Langkah 5 — Pembukaan Die dan Ejeksi Bagian
Setelah logam cukup padat, unit penjepit akan ditarik kembali dan bagian cetakan terpisah. Pengecoran tetap pada satu setengah (setengah ejektor) karena sudut draft dan geometri dirancang seperti itu. Pin ejektor — batang baja yang diperkeras yang dipasang pada cetakan — maju dan mendorong bagian tersebut hingga bebas. Pin meninggalkan tanda saksi melingkar kecil pada permukaan pengecoran yang tidak kritis. Robot atau operator manusia melepaskan bagian tersebut, dan siklus dimulai kembali.
Langkah 6 — Pemangkasan dan Penyelesaian
Pengecoran mentah keluar melekat pada sistem pelari dan gerbang, dan sering kali memiliki kilatan tipis di sepanjang garis perpisahan. Sebuah cetakan trim dalam mesin press hidrolik memotong pelari dan kelebihan flash dalam satu pukulan. Penyelesaian lebih lanjut tergantung pada aplikasinya: peledakan tembakan untuk permukaan kosmetik, pemesinan CNC untuk lubang berulir atau lubang presisi, perlakuan panas untuk paduan aluminium struktural, dan pelapisan permukaan seperti anodisasi, pelapisan bubuk, atau pelapisan krom.
Die Casting Ruang Panas vs. Ruang Dingin
Dua jenis mesin utama masing-masing sesuai dengan rentang paduan yang berbeda. Memilih jenis bahan tertentu yang salah akan merusak mesin atau menghasilkan suku cadang berkualitas buruk.
| Fitur | Kamar Panas | Kamar Dingin |
|---|---|---|
| Lokasi sistem injeksi | Terendam dalam logam cair | Pisahkan dari tungku |
| Paduan yang kompatibel | Seng, magnesium, timbal, timah | Aluminium, kuningan, magnesium (suhu tinggi) |
| Kecepatan siklus | Lebih cepat (hingga 18 tembakan/menit untuk zinc) | Lebih lambat (menyendok secara manual menambah waktu) |
| Tekanan injeksi maksimum | ~2.500 psi | Hingga 25.000 psi |
| Kisaran ukuran bagian | Kecil hingga sedang | Kecil hingga sangat besar |
| Kecenderungan porositas | Lebih rendah | Sedang (dikelola oleh kontrol proses) |
Mesin ruang panas tidak dapat digunakan dengan aluminium karena aluminium melarutkan besi pada suhu pengecoran yang khas, dengan cepat menyerang gooseneck baja dan pendorong sistem injeksi yang terendam. Mesin ruang dingin adalah pilihan yang tepat untuk die casting aluminium — logam dilebur dalam tungku penahan terpisah dan hanya masuk ke selongsong peluru segera sebelum injeksi, sehingga membatasi waktu pemaparan.
Bahan yang Digunakan dalam Die Casting
Pilihan paduan mendorong hampir setiap keputusan lain dalam proses — jenis mesin, material cetakan, waktu siklus, dan sifat bagian akhir. Ini adalah empat keluarga yang paling sering terlihat dalam operasi die casting komersial.
Paduan Aluminium
Aluminium menyumbang secara kasar 80% dari seluruh produksi die casting berdasarkan beratnya di Amerika Utara. Paduan yang paling banyak digunakan adalah A380, A383, dan A360. A380 menawarkan keseimbangan luar biasa antara kemampuan pengecoran, kekuatan (kekuatan tarik akhir sekitar 47.000 psi), dan ketahanan terhadap korosi, menjadikannya pilihan default untuk housing otomotif dan elektronik konsumen. Kepadatan aluminium yang rendah – sekitar sepertiga dari baja – merupakan pendorong utama permintaan karena para pembuat mobil mencari komponen ringan untuk memenuhi target penghematan bahan bakar dan jangkauan kendaraan listrik. Kelemahannya adalah suhu pengecoran yang lebih tinggi (sekitar 1.200°F / 650°C), yang memperpendek umur cetakan dibandingkan dengan seng.
Paduan Seng
Paduan seng (Zamak 3, Zamak 5, ZA-8) dicetak pada suhu yang jauh lebih rendah (sekitar 780°F / 415°C), sehingga umur perkakas menjadi jauh lebih lama — seringkali lebih dari satu juta tembakan dibandingkan 100.000–400.000 untuk cetakan aluminium. Komponen seng dapat dicetak dengan dinding yang sangat tipis (hingga 0,4 mm) dan detail permukaan yang sangat halus, itulah sebabnya komponen tersebut digunakan untuk perangkat keras dekoratif, badan kunci, dan komponen mekanis presisi kecil. Seng lebih padat dibandingkan aluminium namun biaya pemrosesannya lebih rendah dan masa pakai alat yang lebih lama sering kali menjadikannya lebih ekonomis untuk komponen kecil bervolume tinggi.
Paduan Magnesium
Magnesium adalah logam struktural paling ringan yang umumnya die cast, sekitar 33% lebih ringan dari aluminium berdasarkan volume. Paduan seperti AZ91D dan AM60B digunakan dalam struktur interior otomotif, sasis laptop, dan bodi perkakas listrik yang bobotnya adalah penggerak utamanya. Magnesium dapat diproses di mesin ruang panas atau dingin tergantung pada paduan spesifik dan ukuran bagian yang diperlukan. Salah satu pertimbangan produksi yang penting: magnesium mudah terbakar dalam bentuk yang halus, sehingga skrap dan serpihan memerlukan penanganan yang hati-hati dan sistem pemadaman kebakaran khusus di fasilitas tersebut.
Paduan Berbasis Tembaga (Kuningan dan Perunggu)
Paduan tembaga memerlukan suhu pengecoran tertinggi — seringkali melebihi 1.650°F (900°C) — yang secara signifikan memperpendek umur cetakan dan meningkatkan biaya energi. Namun, die casting kuningan dan perunggu menawarkan ketahanan korosi yang sangat baik, konduktivitas listrik yang baik, dan penampilan premium yang menjadikannya berharga dalam perlengkapan pipa, konektor listrik, dan perangkat keras arsitektur. Die casting paduan tembaga mewakili bagian yang kecil namun tetap dari total produksi karena tidak ada bahan lain yang menandingi kombinasi sifat-sifatnya dengan biaya yang sebanding untuk suku cadang bervolume sedang.
Desain dan Perkakas Die
Die adalah elemen proses die casting yang paling padat modal, dan desainnya secara langsung menentukan kualitas komponen, waktu siklus, dan keekonomian produksi. Cetakan yang dirancang dengan buruk akan menyebabkan masalah yang tidak dapat diperbaiki sepenuhnya oleh penyesuaian mesin sebanyak apa pun.
Bahan Mati
Perkakas die casting hampir secara universal terbuat dari baja perkakas kerja panas H13, yang dikeraskan hingga sekitar 44–48 HRC. H13 dipilih karena tahan terhadap kelelahan termal — pemanasan dan quenching berulang kali yang akan memecahkan lebih sedikit baja dalam ribuan siklus. Nilai premium H13 dengan kontrol kimia yang lebih ketat dan pemrosesan peleburan busur vakum (VAR) dapat memperpanjang umur cetakan secara signifikan. Untuk produksi aluminium bervolume sangat tinggi, beberapa operasi menggunakan baja yang dimodifikasi seperti DIN 1.2367 atau baja berpemilik yang dikembangkan oleh pemasok perkakas.
Desain Sistem Gating dan Runner
Tempat logam memasuki rongga — lokasi gerbang — mengontrol pola pengisian, jebakan udara, dan penyusutan. Perangkat lunak simulasi (Magmasoft, ProCAST, Flow-3D) kini menjadi praktik standar untuk desain cetakan, yang memungkinkan para insinyur memodelkan aliran logam, memprediksi penutupan dingin, mengidentifikasi di mana porositas kemungkinan terbentuk, dan mengoptimalkan penempatan gerbang dan sumur luapan sebelum memotong sepotong baja. Berinvestasi dalam simulasi sebelum fabrikasi perkakas biasanya menghemat jauh lebih banyak daripada biayanya dengan mengatasi masalah yang memerlukan modifikasi cetakan yang mahal.
Sudut Draf dan Garis Perpisahan
Setiap dinding vertikal dalam cetakan cetakan harus memiliki sudut tarikan — sedikit lancip — agar bagian tersebut dapat terlepas dari cetakan tanpa terseret atau menempel. Sudut draft yang umum adalah 1° hingga 3° untuk permukaan luar dan 2° hingga 5° untuk inti internal. Dinding tanpa aliran udara secara teoritis dapat dilakukan dengan pelapis khusus atau trik geometri, tetapi menambah biaya dan risiko. Garis perpisahan adalah tempat bertemunya kedua bagian cetakan; menempatkannya dengan benar akan meminimalkan kilatan cahaya, menyederhanakan konstruksi alat, dan membuat permukaan kosmetik lebih mudah dikendalikan.
Desain Sistem Pendingin
Saluran pendingin internal yang dibor melalui baja cetakan membawa air yang suhunya dikontrol. Penempatannya relatif terhadap bagian yang tebal, tempat panas terkonsentrasi, menentukan seberapa merata pengecoran mengeras dan seberapa cepat siklus dapat berjalan. Pendinginan konformal — saluran yang mengikuti kontur rongga cetakan dan bukan dibor lurus — semakin banyak dibuat melalui sisipan manufaktur aditif, sehingga memungkinkan ekstraksi panas yang lebih agresif di zona kritis dan pengurangan waktu siklus sebesar 15–25% di beberapa aplikasi.
Parameter Proses Utama dan Cara Pengendaliannya
Die casting bukanlah operasi set-and-forget. Proses yang stabil dan berkualitas tinggi memerlukan pemantauan aktif dan pengendalian berbagai variabel yang saling bergantung.
- Suhu logam: Terlalu panas meningkatkan porositas penyusutan dan erosi; terlalu dingin menyebabkan kesalahan pengoperasian dan penutupan dingin. Aluminium biasanya dituangkan pada suhu 1.250°F–1.350°F (677°C–732°C) tergantung pada geometri bagian dan ketebalan dinding.
- Kecepatan injeksi: Kecepatan fase pertama (lambat) memenuhi pelari; kecepatan fase kedua (cepat) mengisi rongga. Kecepatan gerbang — kecepatan logam melewati gerbang ke bagian tersebut — biasanya ditargetkan antara 100 dan 180 kaki/detik untuk aluminium.
- Tekanan intensifikasi: Diterapkan segera setelah pengisian rongga, tekanan ini mengemas logam yang mengeras untuk mengurangi rongga penyusutan. Tekanan intensifikasi yang umum untuk aluminium adalah 8.000–15.000 psi.
- Suhu mati: Cetakan harus mencapai dan mempertahankan keseimbangan termal — biasanya 300°F–500°F (150°C–260°C) untuk aluminium — sebelum komponen produksi dijalankan. Cetakan dingin menyebabkan cacat permukaan; cetakan yang terlalu panas memperpanjang waktu siklus dan mempercepat kelelahan termal.
- Bantuan vakum: Beberapa pengaturan die casting menggunakan saluran vakum yang terhubung ke rongga die untuk mengevakuasi udara sebelum injeksi. Menghilangkan udara akan mengurangi porositas gas dan memungkinkan kecepatan injeksi lebih tinggi tanpa memerangkap gas di bagian tersebut — khususnya berguna untuk komponen struktural yang akan diberi perlakuan panas atau pengelasan.
Mesin die casting modern mencatat data proses setiap tembakan — posisi pendorong, kecepatan, kurva tekanan — secara real time. Bagan kendali proses statistik ditandai ketika parameter menyimpang di luar batas yang ditetapkan, sehingga teknisi proses dapat memperbaiki masalah sebelum tingkat kerusakan meningkat.
Cacat Umum pada Die Casting dan Penyebabnya
Memahami mekanisme cacat sangat penting untuk memecahkan masalah proses. Sebagian besar kerusakan disebabkan oleh sejumlah kecil penyebab utama.
Porositas
Cacat die casting yang paling umum. Ada dua jenis porositas: porositas gas, yang disebabkan oleh udara atau hidrogen terlarut yang terperangkap selama pengisian, dan porositas penyusutan, yang disebabkan oleh tidak cukupnya logam untuk memberi makan bagian yang berkontraksi saat mengeras. Porositas gas biasanya muncul sebagai rongga bulat di dekat permukaan atau di area terakhir pengisian. Porositas penyusutan tampak sebagai rongga tidak beraturan dan bergerigi pada penampang tebal. Solusinya mencakup bantuan vakum, desain gerbang yang dioptimalkan, tekanan intensifikasi yang disesuaikan, dan pengurangan ketebalan dinding melalui desain ulang komponen.
Penutupan Dingin dan Kesalahan Operasi
Penutupan dingin muncul sebagai garis yang terlihat pada permukaan pengecoran tempat dua aliran logam bertemu tetapi tidak menyatu dengan benar karena keduanya terlalu dingin sebelum digabungkan. Misrun adalah pengisian yang tidak lengkap - bagian rongga yang tidak menerima cukup logam sebelum mengeras. Keduanya disebabkan oleh suhu logam yang tidak mencukupi, kecepatan injeksi yang terlalu rendah, volume logam yang tidak memadai, atau pendinginan cetakan yang berlebihan. Peningkatan suhu logam, kecepatan injeksi, atau berat peluru biasanya mengatasi cacat ini.
Penyolderan dan Erosi Mati
Penyolderan terjadi ketika paduan aluminium menempel pada baja cetakan, menarik material dari permukaan bagian saat dikeluarkan dan akhirnya menumpuk endapan pada cetakan. Hal ini didorong oleh reaksi kimia antara aluminium cair dan besi dalam baja cetakan, dipercepat oleh suhu logam yang tinggi dan kecepatan gerbang yang tinggi yang berdampak pada permukaan cetakan yang sama berulang kali. Lapisan pelindung (nitridasi, pelapis PVD seperti TiAlN), kontrol suhu cetakan, dan pelumasan yang dioptimalkan mengurangi frekuensi penyolderan. Kasus yang parah memerlukan pemolesan cetakan atau perbaikan las.
Kilatan
Flash adalah sirip logam tipis yang menonjol di antara bagian cetakan atau di sekitar pin ejektor. Hal ini diakibatkan oleh kekuatan penjepitan yang tidak mencukupi, permukaan garis perpisahan yang aus atau rusak, atau tekanan injeksi yang berlebihan. Kilatan kecil dihilangkan pada mesin trim; flash persisten menunjukkan masalah mesin, mati, atau parameter proses yang perlu diperbaiki sebelum memburuk.
Variasi dan Metode Die Casting Tingkat Lanjut
Selain die casting bertekanan tinggi konvensional, beberapa varian proses memenuhi persyaratan komponen tertentu atau target kualitas yang tidak dapat dipenuhi oleh pengecoran standar.
Pengecoran Mati Vakum
Pengecoran vakum mengevakuasi udara dari rongga cetakan segera sebelum injeksi melalui katup vakum khusus. Tekanan udara sisa di rongga dikurangi hingga di bawah 50 mbar pada sistem canggih. Hasilnya adalah porositas gas yang jauh lebih rendah, yang memungkinkan coran diberi perlakuan panas (T5 atau T6) dan dilas — kemampuan yang tidak dapat dicapai oleh die casting standar. Suku cadang struktural otomotif seperti menara kejut, pilar B, dan penutup baterai semakin banyak dibuat dengan cara ini.
Die Casting Semi Padat (Thixocasting dan Rheocasting)
Dalam pemrosesan semi-padat, logam disuntikkan pada suhu antara likuidus dan solidusnya — dalam keadaan seperti bubur yang sebagian dipadatkan. Karena logam lebih kental dan mengisi cetakan dengan lebih sedikit turbulen dan lebih laminar, jebakan gas berkurang secara signifikan. Suku cadang yang dihasilkan melalui rheocasting atau thixocasting dapat mendekati tingkat porositas suku cadang yang ditempa dalam beberapa geometri. Prosesnya lebih kompleks dan mahal untuk dioperasikan dibandingkan die casting konvensional, sehingga ini diperuntukkan bagi komponen bernilai tinggi dalam aplikasi dirgantara, motorsport, dan otomotif premium.
Pengecoran Peras
Squeeze casting menggunakan kecepatan injeksi yang jauh lebih rendah tetapi tekanan yang sangat tinggi (seringkali 10.000–30.000 psi) diterapkan dan ditahan selama pemadatan. Tekanan tinggi yang berkelanjutan menekan porositas dan menghaluskan struktur mikro, menghasilkan coran dengan sifat mekanik yang mendekati sifat mekanik tempa. Roda aluminium untuk kendaraan berperforma tinggi adalah aplikasi pengecoran pemerasan yang umum. Waktu siklus lebih lama dibandingkan die casting konvensional, dan prosesnya memerlukan desain die yang lebih hati-hati untuk distribusi tekanan.
Mega-Casting (Gigacasting)
Perkembangan terkini yang sebagian besar didorong oleh industri kendaraan listrik, mega-casting menggunakan mesin berbobot 6.000 ton atau lebih besar untuk memproduksi coran struktural aluminium tunggal yang menggantikan rakitan lusinan komponen baja yang dicap dan dilas. Tesla mempopulerkan pendekatan ini dengan pengecoran bagian bawah bodi mobil belakang, yang menggabungkan sekitar 70 bagian individu menjadi satu tembakan. Beberapa pembuat mobil lain kini menugaskan atau mengoperasikan sel die casting format besar serupa. Permasalahan ekonominya terletak pada pengurangan jumlah perkakas, jalur perakitan yang lebih sederhana, dan biaya penyambungan yang lebih rendah, meskipun hal ini memerlukan investasi mesin di muka yang sangat besar.
Die Casting vs. Proses Pengecoran Logam Lainnya
Die casting bukan satu-satunya cara untuk menuang komponen logam, dan tidak selalu merupakan cara yang tepat. Memahami kesesuaiannya dengan alternatif membantu dalam memilih proses yang tepat untuk proyek tertentu.
| Proses | Biaya Perkakas | Biaya Per Bagian (Volume Tinggi) | Akurasi Dimensi | Terbaik Untuk |
|---|---|---|---|---|
| Pengecoran mati bertekanan tinggi | Tinggi ($20K–$200K ) | Sangat rendah | Luar biasa | Suku cadang non-besi bervolume tinggi |
| Pengecoran cetakan permanen | Sedang | Rendah | Bagus | Volume sedang, dinding lebih tebal |
| Pengecoran investasi | Sedang | Tinggi | Sangat tinggi | Geometri kompleks, paduan besi, ruang angkasa |
| Pengecoran pasir | Rendah | Sedang to high | Miskin hingga adil | Rendah volume, large parts, iron/steel |
Keputusan biasanya tergantung pada volume. Perkakas die casting untuk komponen aluminium biasanya berharga antara $30.000 dan $150.000 tergantung pada kerumitannya. Investasi tersebut masuk akal jika 50.000 suku cadang atau lebih per tahun, namun sulit untuk dibenarkan jika hanya beberapa ratus unit. Untuk produksi bervolume rendah, pengecoran pasir atau pengecoran investasi lebih ekonomis meskipun biaya per bagiannya lebih tinggi. Untuk paduan besi (baja, besi), die casting umumnya tidak digunakan sama sekali — investment casting, sand casting, atau forging adalah pilihan yang tepat.
Industri dan Aplikasi Dimana Die Casting Mendominasi
Kombinasi kecepatan, presisi, dan kemampuan bentuk jaring die casting menjadikannya proses manufaktur default untuk berbagai kategori produk di berbagai industri.
- Otomotif: Blok mesin (dalam beberapa konfigurasi), rumah transmisi, badan pompa oli, rakitan braket, gagang pintu, rumah kaca spion, roda (squeeze cast), dan komponen struktural bodi berwarna putih yang semakin besar. Otomotif adalah pasar tunggal terbesar untuk die casting, menyumbang lebih dari 50% produksi di Amerika Utara berdasarkan nilai.
- Elektronik konsumen: Sasis laptop dan tablet, rangka internal ponsel cerdas, badan kamera, dan struktur unit pendingin mendapat manfaat dari kombinasi aluminium dalam hal ringan, konduktivitas termal, dan kekakuan struktural.
- Peralatan industri: Rumah gearbox, badan pompa, rumah motor, dan badan katup diproduksi dalam volume tinggi dengan ketebalan dinding yang konsisten dan integritas kedap tekanan.
- Infrastruktur telekomunikasi: Penutup stasiun pangkalan 5G dan komponen manajemen panas menggunakan die casting aluminium untuk kombinasi pelindung EMI, kinerja termal, dan stabilitas dimensi.
- Perpipaan dan HVAC: Fitting die cast kuningan dan aluminium, katup, dan blok manifold dipasang oleh jutaan orang setiap tahun dalam konstruksi perumahan dan komersial.
- Perkakas dan peralatan listrik: Rumah motor, kotak roda gigi, dan rangka struktural untuk perkakas listrik, peralatan rumput, dan peralatan rumah tangga mengandalkan die casting untuk toleransi yang ketat dan penyelesaian permukaan yang baik pada tingkat produksi yang tinggi.
Apa yang Diharapkan dalam Hal Toleransi, Penyelesaian Permukaan, dan Waktu Proses
Pembeli dan teknisi yang menentukan suku cadang die cast memerlukan ekspektasi realistis mengenai apa yang dapat dan tidak dapat dihasilkan oleh proses tersebut tanpa operasi sekunder.
Toleransi Dimensi
Die casting mencapai toleransi yang lebih ketat daripada pengecoran pasir atau pengecoran cetakan permanen, namun ini bukan proses pemesinan yang presisi. Toleransi cetakan ±0,003 hingga ±0,005 inci per inci merupakan tipikal untuk aluminium. Fitur yang memerlukan kontrol lebih ketat — lubang bantalan, posisi lubang berulir, permukaan kawin — memerlukan pemesinan CNC setelah pengecoran. Asosiasi Die Casting Amerika Utara (NADCA) menerbitkan standar toleransi terperinci yang menjadi referensi industri untuk menentukan komponen die cast.
Permukaan Selesai
Permukaan as-cast pada aluminium cor biasanya berkisar antara 63–125 Ra mikroinci (1,6–3,2 Ra mikrometer), yang cukup halus untuk sebagian besar keperluan fungsional dan kosmetik tanpa finishing lebih lanjut. Cetakan seng dapat menghasilkan permukaan cetakan yang lebih halus dan dapat langsung dilapisi dengan listrik, sehingga lebih disukai untuk perangkat keras dekoratif yang dilapisi krom atau nikel.
Waktu Pimpin Perkakas dan Waktu Pimpin Paruh
Fabrikasi perkakas untuk cetakan die casting aluminium yang cukup rumit biasanya memerlukan waktu 8 hingga 14 minggu dari persetujuan desain hingga pengambilan gambar pertama. Alat sederhana dapat diselesaikan lebih cepat; kematian yang besar, banyak rongga, atau kompleks dapat memakan waktu 16-20 minggu. Setelah perkakas terbukti dan diproduksi, waktu tunggu suku cadang bergantung pada kuantitas pengoperasian dan penjadwalan, namun biasanya 3–6 minggu untuk pesanan standar. Jalur khusus bervolume tinggi dapat mengirimkan suku cadang dengan pemberitahuan lebih singkat setelah jadwal produksi ditetapkan.