Rumah / Berita / Berita Industri / Mengapa Sand Casting Mengalahkan Die Casting untuk Banyak Aplikasi
Jawaban Singkat: Pengecoran Pasir Memenangkan Biaya, Fleksibilitas, dan Skala
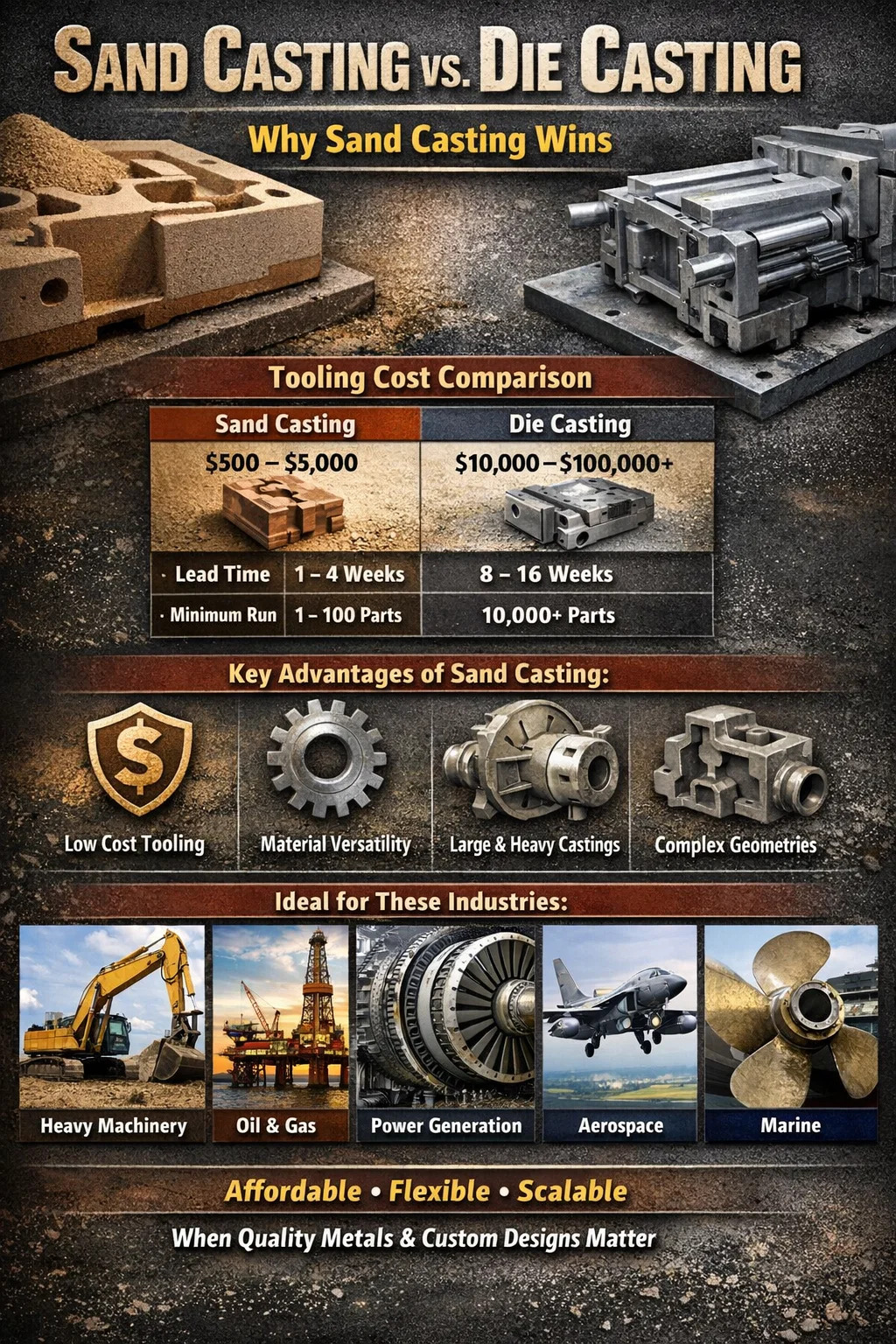
Jika Anda memilih antara pengecoran pasir dan pengecoran mati, keputusannya tergantung pada apa yang sebenarnya Anda butuhkan. Pengecoran pasir lebih baik daripada pengecoran mati ketika anggaran perkakas terbatas, ketika komponen berukuran besar atau rumit secara geometris, ketika melibatkan volume produksi rendah hingga menengah, atau ketika logam besi seperti baja dan besi harus digunakan. Die casting unggul dalam produksi komponen aluminium atau seng kecil berdinding tipis dalam jumlah besar yang memerlukan penyelesaian permukaan dan konsistensi dimensi. Namun untuk berbagai aplikasi industri, teknik, dan prototipe, pengecoran pasir tetap menjadi pilihan yang lebih praktis dan ekonomis.
Perbedaan mendasar terletak pada perkakasnya. Harga die casting bisa berapa saja $10.000 hingga lebih dari $100.000 , sedangkan pola pengecoran pasir biasanya berharga antara $500 dan $5.000 . Untuk jumlah produksi massal yang mencapai ratusan ribu, kesenjangan itu saja membuat pengecoran pasir menjadi keputusan finansial yang lebih cerdas.
Biaya Perkakas: Dimana Pengecoran Pasir Memiliki Keunggulan Yang Menentukan Dibandingkan pengecoran mati
Die casting memerlukan cetakan baja yang diperkeras yang harus tahan terhadap ribuan siklus injeksi di bawah tekanan ekstrem—seringkali antara 1.500 dan 25.000 psi. Pembuatan cetakan ini memerlukan pemesinan yang presisi, perlakuan panas, dan verifikasi kualitas yang ekstensif. Waktu tunggu untuk cetakan die casting biasanya 8 hingga 16 minggu , dan setelah dibuat, modifikasi menjadi mahal atau tidak mungkin dilakukan tanpa membuang seluruh alat.
Sebaliknya, pola pengecoran pasir terbuat dari kayu, resin, atau aluminium. Mereka jauh lebih sederhana untuk diproduksi, lebih mudah dimodifikasi, dan jauh lebih murah. Jika perubahan desain diperlukan setelah produksi awal, pola pengecoran pasir dapat dikerjakan ulang atau dibangun kembali dengan biaya yang lebih murah untuk mengubah cetakan die casting.
Untuk pengembangan prototipe dan rekayasa berulang, perbedaan ini bersifat transformatif. Tim produk yang mengembangkan rumah pompa industri atau braket khusus dapat menguji tiga atau empat iterasi desain dalam pengecoran pasir dengan biaya yang sama dengan satu cetakan die casting. Hal ini mempercepat jadwal pengembangan produk dan mengurangi risiko keuangan pada tahap awal proyek.
| Faktor | Pengecoran Pasir | pengecoran mati |
|---|---|---|
| Biaya Perkakas Khas | $500 – $5,000 | $10.000 – $100.000 |
| Waktu Tunggu Perkakas | 1 – 4 minggu | 8 – 16 minggu |
| Biaya Modifikasi Desain | Rendah | Sangat Tinggi |
| Pengoperasian Minimum yang Layak | 1 – 100 bagian | 10.000 bagian |
Keserbagunaan Bahan: Pengecoran Pasir Bekerja Dengan Logam pengecoran mati Tidak Dapat Menangani
Ini adalah salah satu keterbatasan teknis paling signifikan dari die casting yang sering kali tidak disadari. Die casting sebagian besar terbatas pada logam non-besi dengan titik leleh yang relatif rendah—terutama aluminium (titik leleh ~1.220°F / 660°C), seng (~787°F / 419°C), dan magnesium (~1.202°F / 650°C). Alasannya jelas: suhu ekstrem yang diperlukan untuk melelehkan logam besi akan menghancurkan cetakan baja dalam waktu singkat.
Pengecoran pasir tidak memiliki batasan seperti itu. Ini secara rutin digunakan dengan:
- Besi abu-abu dan besi ulet (titik leleh ~2.100°F / 1.150°C)
- Baja karbon dan baja tahan karat (~2.500–2.800°F / 1.370–1.538°C)
- Paduan tembaga dan kuningan (~1.750–1.980°F / 955–1.082°C)
- Paduan nikel dan superalloy yang digunakan dalam aplikasi ruang angkasa dan energi
- Aluminium dan paduan aluminium (kompatibel dengan kedua proses)
Bagi industri yang bergantung pada komponen besi atau baja—seperti mesin berat, peralatan konstruksi, mesin pertanian, dan teknik kelautan—pengecoran pasir bukan sekadar pilihan. Ini adalah satu-satunya pilihan casting yang layak. Pertimbangkan itu besi abu-abu menyumbang sekitar 70% dari seluruh coran yang diproduksi secara global , dan hampir seluruh volume tersebut dihasilkan melalui pengecoran pasir. Statistik tersebut saja menandakan di mana proses tersebut benar-benar mendominasi.
Besi ulet, khususnya, menawarkan kombinasi kekuatan tarik, keuletan, dan kemampuan mesin yang menjadikannya bahan pilihan untuk roda gigi, poros engkol, komponen hidrolik, dan bagian struktural. Tak satu pun dari aplikasi ini dapat diakses melalui die casting. Pengecoran pasir adalah pintu gerbang ke berbagai macam logam rekayasa, bukan hanya bagian yang sesuai dengan batasan termal die casting.
Ukuran dan Berat Bagian: Timbangan Pengecoran Pasir Dimana Die Casting Tidak Bisa
Mesin die casting sangat kuat, tetapi secara fisik terbatas. Bahkan mesin die casting bertekanan tinggi terbesar yang digunakan secara komersial unggul dalam memproduksi komponen yang berbobot berat 50 hingga 75 pon (22 hingga 34 kg) . Cetakan itu sendiri harus sesuai dengan ukuran pelat mesin, dan tekanan injeksi yang terlibat membuat komponen yang sangat besar secara struktural tidak praktis.
Pengecoran pasir hampir tidak dibatasi oleh ukuran atau berat. Blok mesin, rumah turbin, selubung pompa, baling-baling kapal, dan badan katup industri biasanya dicor dengan pasir. Penimbangan bagian beberapa ton Hal ini biasa terjadi di sektor-sektor seperti pembangkit listrik, pertambangan, serta minyak dan gas lepas pantai. Satu komponen besi cor pasir untuk mesin diesel besar dapat berbobot 500 pon atau lebih—benar-benar di luar kisaran proses die casting apa pun.
Skalabilitas ini berarti bahwa bagi para insinyur yang bekerja pada peralatan bermodal besar atau komponen struktural, pengecoran pasir tidak dipilih sebagai kompromi dibandingkan die casting—ini adalah satu-satunya proses yang secara fisik dapat menghasilkan apa yang dibutuhkan. Cetakan hanya dibuat ulang dari pasir setiap saat, sehingga tidak ada batasan pelat mesin, tidak ada batasan kapasitas cetakan, dan tidak ada batasan tekanan injeksi yang harus diatasi.
Kompleksitas Geometris dan Fitur Internal: Pengecoran Pasir Menawarkan Lebih Banyak Kebebasan Desain
Die casting menggunakan cetakan logam kaku yang harus membuka dan menutup dalam garis lurus, yang berarti setiap fitur bagian harus diorientasikan untuk memungkinkan pemisahan cetakan tanpa melemahkan perkakas. Jalur internal yang rumit, rongga yang dalam, dan pemotongan bagian bawah tidak mungkin dilakukan atau memerlukan mekanisme tindakan sampingan yang mahal sehingga menambah biaya yang signifikan pada cetakan.
Pengecoran pasir menggunakan cetakan dan inti yang dapat dibuang. Inti adalah bentuk pasir terpisah yang ditempatkan di dalam rongga cetakan untuk menciptakan rongga internal—ruang berongga, saluran, saluran, dan geometri internal kompleks yang secara fisik tidak mungkin dilakukan dalam cetakan kaku. Kemampuan inilah yang menyebabkan pengecoran pasir digunakan untuk blok mesin dengan jaket air, manifold dengan saluran aliran internal, dan badan katup dengan banyak saluran internal.
Inti Apa yang Diizinkan dalam Pengecoran Pasir
- Saluran pendingin internal pada komponen mesin dan turbin
- Bagian struktural berongga yang mengurangi berat tanpa mengorbankan kekuatan
- Saluran aliran fluida yang kompleks di rumah pompa dan katup
- Melemahkan geometri yang akan mengunci bagian di dalam cetakan kaku
- Beberapa rongga internal yang berpotongan dalam satu pengecoran
Die casting dapat menghasilkan inti menggunakan sisipan yang dapat larut atau dapat dipisahkan dalam beberapa aplikasi, namun hal ini menambah biaya dan kompleksitas proses yang dengan cepat mengikis keunggulan efisiensi yang biasanya ditawarkan oleh die casting. Untuk bagian di mana geometri internal merupakan prioritas desain, pengecoran pasir lebih unggul secara arsitektural.
Persyaratan ketebalan dinding juga berbeda secara signifikan. Die casting dapat menghasilkan dinding yang sangat tipis—terkadang setipis 0,040 inci (1 mm) —Yang sangat baik untuk konsumen ringan atau suku cadang otomotif. Namun hal ini juga menerapkan persyaratan keseragaman untuk memastikan aliran logam memenuhi cetakan. Pengecoran pasir lebih toleran terhadap variasi ketebalan dinding dalam satu bagian, yang memberikan kebebasan lebih besar bagi insinyur desain saat membuat struktur kompleks dengan bagian tebal dan tipis.
Volume Produksi: Mengapa Pengecoran Pasir Lebih Baik untuk Pengoperasian Volume Rendah hingga Menengah
Keekonomian die casting didasarkan pada amortisasi biaya perkakas tetap yang sangat tinggi pada sejumlah besar suku cadang. Ketika amortisasi tersebut berhasil—saat Anda memproduksi 50.000, 100.000, atau 500.000 suku cadang yang identik—biaya per unit die casting yang rendah menjadi menarik. Proses die casting cepat: siklus die casting aluminium biasanya terjadi di antara keduanya 30 dan 60 detik , dan mesin dapat berjalan dengan tenaga kerja minimal di lingkungan otomatisasi tinggi.
Namun di luar konteks volume tinggi tersebut, perhitungannya justru terbalik. Bagi pembeli yang membutuhkan 500 rumah manifold khusus per tahun, menghabiskan $50.000 untuk cetakan die casting berarti biaya perkakas saja menambah $100 per bagian sebelum satu pon aluminium dicairkan. Bagian yang sama dalam pengecoran pasir, dengan pola $3.000, hanya menambah biaya perkakas per unit sebesar $6—perbedaan yang jarang hilang bahkan ketika memperhitungkan waktu siklus pengecoran pasir yang lebih lambat dan kandungan tenaga kerja per unit yang lebih tinggi.
Inilah sebabnya mengapa produsen peralatan industri dirgantara, pertahanan, minyak dan gas, dan khusus sangat bergantung pada pengecoran pasir. Volume produksinya seringkali mencapai puluhan hingga ribuan per tahun. Dalam konteks tersebut, pengecoran pasir bukanlah suatu kompromi—ini adalah satu-satunya pilihan ekonomi yang rasional.
Volume Impas Antara Sand Casting dan Die Casting
Titik persilangan di mana die casting menjadi lebih ekonomis daripada pengecoran pasir bergantung pada kompleksitas bagian, ukuran, dan material. Sebagai patokan umum:
- Untuk komponen aluminium kecil di bawah 2 lbs, die casting sering kali menjadi kompetitif di atas 10.000–20.000 suku cadang per tahun
- Untuk bagian sedang antara 2–10 pon, titik impas bergerak ke 25.000–75.000 suku cadang per tahun
- Untuk bagian yang besar atau kompleks, pengecoran pasir seringkali tetap hemat biaya pada volume yang wajar secara komersial
Ini adalah perkiraan kasar, dan titik impas aktual harus selalu dihitung untuk aplikasi tertentu. Namun hal tersebut menggambarkan bahwa sebagian besar aplikasi pengecoran industri—terutama di sektor-sektor di mana penyesuaian, keandalan, dan kinerja material lebih penting daripada harga per unit—termasuk dalam zona keunggulan pengecoran pasir.
Porositas dan Sifat Mekanik: Mengatasi Kelemahan Die Casting
Salah satu kelemahan die casting yang jarang dibahas adalah masalah porositas. Ketika logam cair disuntikkan ke dalam cetakan pada tekanan tinggi, udara dapat terperangkap di dalam bagian tersebut, menciptakan rongga mikroskopis—porositas—yang membahayakan integritas struktural. Die casting bertekanan tinggi seringkali tidak cocok untuk perlakuan panas karena panas menyebabkan gas-gas yang terperangkap mengembang sehingga menyebabkan lepuh atau distorsi yang merusak bagian tersebut.
Ini merupakan kendala teknis yang signifikan. Banyak paduan aluminium dan magnesium mengembangkan sifat mekanik penuhnya hanya setelah perlakuan panas larutan dan penuaan (temper T6, misalnya). Jika proses pengecoran itu sendiri mencegah perlakuan panas, bagian akhir bekerja dengan sebagian kecil dari potensi kekuatan dan kekerasan material. Pengecoran vakum dan pengecoran pemerasan dapat mengurangi porositas, namun ini adalah proses premium yang menambah biaya dan tidak tersedia secara universal.
Pengecoran pasir, karena mengisi cetakan dengan kecepatan lebih rendah di bawah gravitasi atau tekanan rendah, menghasilkan lebih sedikit gas yang terperangkap. Bagian cetakan pasir biasanya dapat diberi perlakuan panas tanpa masalah, sehingga sifat paduan penuh dapat dicapai. Untuk aplikasi struktural di ruang angkasa, otomotif, atau alat berat yang memerlukan sertifikasi material dan sifat mekanik, hal ini merupakan keuntungan yang menentukan.
Selain itu, komponen besi cor pasir—khususnya besi ulet—menunjukkan kemampuan mesin yang sangat baik, peredam getaran, dan ketahanan aus. Ini adalah sifat yang melekat pada material dan dapat diakses sepenuhnya melalui proses pengecoran pasir, tanpa batasan porositas yang membatasi aplikasi die casting.
Waktu Pimpin untuk Suku Cadang Baru: Pengecoran Pasir Membuat Anda Mendapatkan Suku Cadang Lebih Cepat di Tahap Awal
Ketika suku cadang baru dibutuhkan dengan cepat—baik untuk evaluasi prototipe, penggantian darurat, atau produksi percontohan—keuntungan waktu tunggu dari pengecoran pasir sangat besar. Karena pola pengecoran pasir sederhana dan cepat untuk diproduksi, pengecoran artikel pertama sering kali dapat dikirimkan 2 hingga 6 minggu mulai dari finalisasi desain. Beberapa pabrik pengecoran yang mengkhususkan diri dalam pengecoran pasir putar cepat dapat menghasilkan pengecoran prototipe hanya dalam waktu singkat 5 hingga 10 hari kerja .
Dibandingkan dengan die casting, dimana perkakas saja membutuhkan waktu 8 hingga 16 minggu sebelum satu bagian produksi dibuat, keuntungan garis waktu pengecoran pasir selama pengembangan produk baru sangat besar. Bagi perusahaan dengan jadwal peluncuran yang agresif, atau untuk situasi pemeliharaan di mana komponen penting memerlukan penggantian cepat, perbedaan ini dapat berarti berkurangnya waktu henti, waktu pemasaran yang lebih cepat, dan risiko program yang lebih rendah.
Hal ini juga menjadikan pengecoran pasir sebagai pilihan standar untuk suku cadang pengganti pada mesin yang sudah tua atau peralatan lama yang tidak lagi memiliki perkakas yang tersisa. Ketika mesin cetak industri berusia 30 tahun membutuhkan rumah besi pengganti yang awalnya dibuat oleh perusahaan yang sudah tidak ada lagi, pengecoran pasir memungkinkan pembuatan pola baru dari gambar teknik atau sampel fisik, dan bagian tersebut dapat direproduksi dengan biaya yang wajar. Membuat ulang die casting untuk satu komponen pengganti akan menjadi hal yang tidak masuk akal secara ekonomi.
Industri Tertentu Dimana Sand Casting Mengungguli Die Casting
Memahami industri mana yang lebih mengandalkan pengecoran pasir dibandingkan die casting membantu memperjelas di mana keunggulan sebenarnya terkonsentrasi. Sektor-sektor ini secara konsisten memilih pengecoran pasir karena persyaratan teknis dan komersialnya selaras dengan proses terbaiknya.
Peralatan Minyak dan Gas
Badan katup, selubung pompa, manifold, dan komponen kepala sumur memerlukan baja atau besi ulet, harus mampu menangani tekanan ekstrem, dan sering kali diproduksi dalam volume rendah untuk aplikasi tertentu. Pengecoran pasir menghasilkan kompatibilitas material, kemampuan geometri internal, dan integritas mekanis yang dibutuhkan aplikasi ini. Die casting tidak bisa bersaing di sini.
Pertambangan dan Alat Berat
Rahang penghancur, gigi ember, pelat aus, dan komponen struktural untuk mesin pertambangan terbuat dari baja mangan, besi krom, dan paduan besi keras lainnya yang tidak dapat diproses oleh die casting. Suku cadang di sektor ini biasanya berbobot ratusan pon—jauh melebihi kapasitas mesin die casting mana pun. Pengecoran pasir adalah satu-satunya jalur produksi yang layak.
Pembangkit Listrik
Rumah turbin, selubung impeler, dan bel ujung generator yang terbuat dari baja tahan karat atau paduan nikel untuk pembangkit listrik dan turbin industri umumnya terbuat dari pasir. Kombinasi kebutuhan material, ukuran komponen, dan volume produksi tahunan yang rendah membuat die casting tidak mungkin secara ekonomis dan teknis untuk aplikasi ini.
Prototipe Dirgantara dan Pertahanan
Bahkan di sektor yang mengutamakan presisi, pengecoran pasir banyak digunakan untuk pengembangan prototipe dan komponen struktur bervolume rendah. Kemampuan untuk melakukan iterasi dengan cepat, menggunakan paduan dirgantara, dan menghasilkan suku cadang yang dapat diberi perlakuan panas sepenuhnya dan diuji secara mekanis menjadikan pengecoran pasir sebagai alat standar dalam program pengecoran dirgantara sebelum melakukan proses manufaktur yang lebih mahal.
Kelautan dan Pembuatan Kapal
Baling-baling kapal, rangka kemudi, dan komponen struktural kapal laut seringkali berukuran besar dan terbuat dari perunggu tahan korosi, perunggu nikel-aluminium, atau baja tahan karat. Pengecoran pasir adalah satu-satunya proses yang dapat memenuhi persyaratan ini, dan telah menjadi metode standar produksi komponen kelautan selama berabad-abad.
Saat Die Casting Sebenarnya Pilihan Lebih Baik
Jawaban yang lengkap memerlukan pengakuan di mana die casting benar-benar menang. Die casting lebih unggul daripada pengecoran pasir dalam tiga skenario yang ditentukan dengan baik:
- Produksi suku cadang non-besi kecil dalam jumlah besar: Ketika memproduksi ratusan ribu komponen aluminium, seng, atau magnesium per tahun, keekonomian per unit die casting tidak ada duanya. Gagang pintu otomotif, penutup elektronik, dan rumah peralatan kecil adalah contoh klasik.
- Permukaan akhir dan konsistensi dimensi: Die casting menghasilkan komponen berbentuk jaring atau hampir berbentuk jaring dengan permukaan akhir 32–63 Ra mikroinci dan toleransi dimensi yang seringkali tidak memerlukan pasca pemesinan. Pengecoran pasir biasanya menghasilkan permukaan yang lebih kasar (125–500 Ra mikroinci) dan memerlukan lebih banyak pemesinan untuk mencapai toleransi yang ketat.
- Struktur ringan berdinding tipis: Ketika desain memerlukan dinding di bawah 3 mm yang masih memerlukan integritas struktural, injeksi tekanan tinggi die casting memastikan pengisian selesai. Pengecoran pasir yang diberi makan gravitasi sulit mengisi bagian yang sangat tipis dengan andal.
Mengakui keunggulan-keunggulan ini membuat perbandingan menjadi jujur. Die casting bukanlah proses yang inferior—ini adalah proses yang dioptimalkan untuk serangkaian kondisi tertentu. Jika kondisi tersebut tidak terpenuhi, pengecoran pasir adalah jawaban yang lebih baik pada sebagian besar skenario yang tersisa.
Pertimbangan Lingkungan dan Operasional
Pengecoran pasir memiliki keunggulan keberlanjutan yang sering diabaikan: pasir dapat didaur ulang. Pabrik pengecoran modern mengambil kembali dan menggunakan kembali 90% atau lebih dari pasir cetakannya melalui sistem reklamasi termal atau mekanis. Meskipun die casting tidak menggunakan material perkakas yang dapat dibuang dengan cara yang sama, intensitas energi untuk memelihara mesin die casting—mesin press hidrolik besar, cetakan yang dikontrol suhu, dan sistem injeksi tekanan tinggi—sangat besar.
Tingkat skrap dalam die casting juga merupakan salah satu faktornya. Karena logam yang disuntikkan ke dalam cetakan juga mengisi runner, overflow, dan biskuit (cakram logam dari selongsong peluru), laju skrap die casting dapat berjalan 20–40% dari total logam yang dikonsumsi pada umumnya, meskipun sebagian besar dapat didaur ulang. Tingkat skrap pengecoran pasir, khususnya untuk besi, seringkali lebih rendah secara absolut per unit logam yang dikirim ketika ukuran komponennya besar.
Dari perspektif jejak operasional, pabrik pengecoran pasir dapat diakses di lebih banyak lokasi geografis secara global. Die casting memerlukan peralatan mesin presisi untuk pembuatan die dan mesin casting besar yang mewakili investasi modal yang signifikan. Bagi produsen di pasar berkembang, atau untuk pengadaan rantai pasokan regional, kapasitas pengecoran pasir tersedia jauh lebih luas, sehingga mengurangi biaya logistik dan risiko rantai pasokan.
Ringkasan: Memilih Sand Casting Daripada Die Casting
Pertanyaan apakah pengecoran pasir lebih baik daripada pengecoran mati tidak memiliki satu jawaban universal—tetapi hal ini memiliki jawaban yang jelas untuk sebagian besar aplikasi pengecoran yang ditemui dalam praktik industri dan teknik. Pengecoran pasir adalah pilihan yang lebih baik ketika:
- Volume produksi berada di bawah 10.000–25.000 suku cadang per tahun untuk ukuran suku cadang pada umumnya
- Bahan yang dibutuhkan adalah besi, baja, baja tahan karat, paduan tembaga, atau logam besi lainnya
- Ukuran atau berat bagian melebihi apa yang dapat ditampung secara fisik oleh mesin die casting
- Kemungkinan terjadi iterasi desain dan biaya modifikasi perkakas harus dijaga agar tetap rendah
- Geometri internal, inti, atau lintasan kompleks diperlukan
- Perlakuan panas pada pengecoran akhir diperlukan untuk mendapatkan sifat mekanik penuh
- Pengiriman artikel atau prototipe pertama yang cepat adalah prioritas
- Suku cadang pengganti untuk peralatan lama atau khusus perlu direproduksi
Die casting mendapat tempat di industri manufaktur konsumen dan otomotif bervolume tinggi di mana suku cadang aluminium dan seng perlu diproduksi dengan cepat, dengan penyelesaian permukaan yang sangat baik, dengan biaya per unit serendah mungkin. Namun pengecoran pasir mencakup kebutuhan teknik yang jauh lebih luas, menangani lebih banyak variasi material, skala dari prototipe tunggal hingga ribuan komponen, dan tetap hemat biaya di seluruh skenario di mana keekonomian die casting tidak berfungsi. Bagi setiap insinyur atau profesional pengadaan yang mengevaluasi opsi proses pengecoran, pengecoran pasir harus menjadi titik awal—dan beban pembenaran haruslah pada peralihan dari pengecoran tersebut, bukan pada pemilihannya.