Dua Metode Dasar Die Casting: Kamar Panas dan Kamar Dingin
Dua metode dasar pengecoran mati adalah die casting ruang panas dan die casting ruang dingin . Kedua proses ini memiliki tujuan mendasar yang sama – memaksa logam cair menjadi cetakan baja yang diperkeras di bawah tekanan tinggi untuk menghasilkan komponen yang presisi dan dapat diulang – namun keduanya berbeda secara signifikan dalam cara logam dilebur, ditangani, dan disuntikkan. Memilih metode yang salah untuk paduan atau geometri komponen Anda dapat mengakibatkan pengisian yang buruk, porositas yang berlebihan, keausan cetakan dini, dan tingkat scrap yang mahal. Memahami apa yang membedakan kedua metode ini adalah titik awal untuk setiap keputusan die casting yang serius.
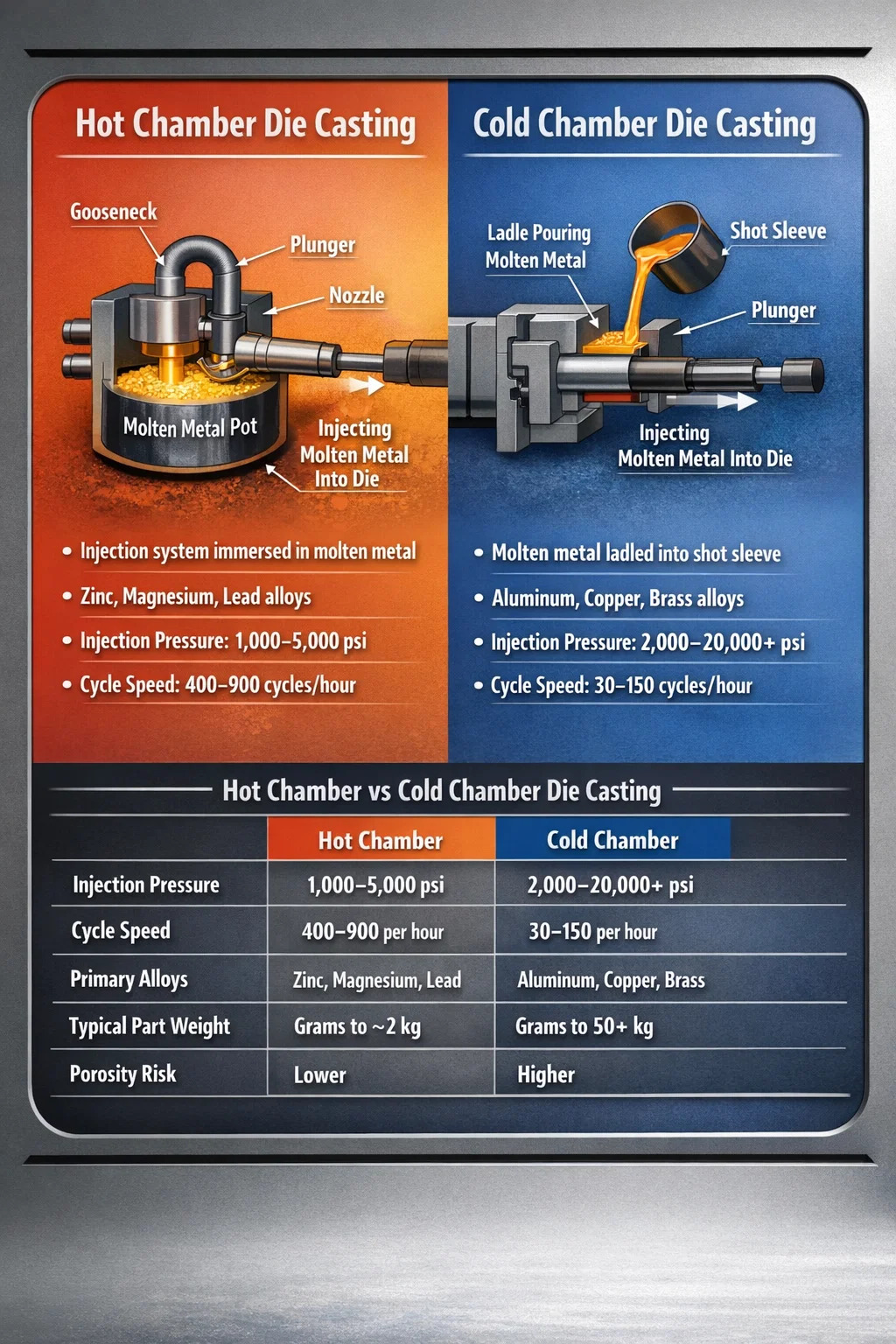
Di ruang panas die casting , mekanisme injeksi direndam langsung dalam penangas logam cair. Mesin ini menarik logam ke dalam silinder secara otomatis dan menyuntikkannya ke dalam cetakan dalam siklus yang cepat dan berkesinambungan. Dalam die casting ruang dingin, logam dilebur dalam tungku terpisah dan kemudian disendok — secara manual atau otomatis — ke dalam selongsong peluru sebelum setiap siklus injeksi. Setiap metode memiliki paduan khusus yang dapat ditangani dengan baik, rentang tekanan spesifik di mana metode tersebut beroperasi, dan volume produksi spesifik yang masuk akal secara ekonomi.
Hot Chamber Die Casting: Cara Kerja Prosesnya
Die casting ruang panas — terkadang disebut gooseneck casting — menjaga sistem injeksi terendam secara permanen dalam panci berisi logam cair. Komponen intinya adalah saluran logam berbentuk leher angsa, pendorong, dan nosel yang menempel langsung pada cetakan. Saat pendorong ditarik kembali, logam cair mengalir melalui lubang ke leher angsa. Ketika pendorong bergerak maju, ia menutup lubang dan memaksa logam melewati nosel dan masuk ke rongga cetakan pada tekanan yang biasanya berkisar antara 1.000 hingga 5.000 psi (7 hingga 35 MPa) .
Karena logam tidak pernah meninggalkan sistem panas di antara pengambilan gambar, siklusnya sangat cepat. Mesin ruang panas secara rutin mencapai 400 hingga 900 siklus per jam untuk suku cadang kecil, sehingga cocok untuk produksi komponen dalam jumlah besar seperti konektor listrik, rumah karburator, perangkat keras kunci, dan suku cadang mainan. Penghapusan langkah penyendok terpisah mengurangi waktu siklus dan risiko variasi suhu antar pengambilan.
Paduan Kompatibel dengan Pengecoran Ruang Panas
Die casting ruang panas terbatas pada paduan dengan titik leleh rendah yang tidak menyerang atau melarutkan komponen besi dan baja pada sistem injeksi. Bahan yang paling umum adalah:
- Paduan seng (Zamak 2, 3, 5, 7) — sejauh ini paling banyak digunakan, dengan titik leleh sekitar 380–420°C
- Paduan magnesium (AZ91D, AM60) — semakin banyak digunakan dalam sistem ruang panas dengan desain mesin khusus
- Paduan timbal dan timah — digunakan dalam aplikasi khusus bervolume rendah
Aluminium, tembaga, dan kuningan tidak dapat diproses di mesin ruang panas. Temperatur lelehnya yang lebih tinggi – aluminium meleleh sekitar 660°C, kuningan sekitar 900°C – akan dengan cepat melarutkan komponen berbasis besi pada gooseneck dan pendorong, sehingga merusak mesin dan mengkontaminasi lelehan dalam beberapa jam pengoperasian.
Tonase Mesin dan Ukuran Bagian dalam Operasi Ruang Panas
Mesin ruang panas umumnya tersedia dalam gaya penjepit dari di bawah 5 ton sampai dengan kurang lebih 900 ton , meskipun sebagian besar pekerjaan ruang panas dilakukan pada mesin dengan kapasitas 5 hingga 400 ton. Berat bagian untuk pengecoran seng biasanya berkisar dari beberapa gram hingga sekitar 2 kg, meskipun bagian yang lebih berat dapat dibuat pada mesin yang lebih besar. Dinding tipis yang dapat dicapai dengan seng — yang secara rutin diturunkan hingga 0,5 mm pada perkakas presisi — menjadikan pengecoran ruang panas sebagai proses yang tepat untuk komponen yang berukuran kecil dan detail.
Cold Chamber Die Casting: Cara Kerja Prosesnya
Die casting ruang dingin memisahkan tungku peleburan seluruhnya dari sistem injeksi. Logam dilebur dalam tungku penahan eksternal, kemudian dipindahkan — dengan sendok manual, sendok otomatis, atau pompa elektromagnetik — ke dalam selongsong peluru horizontal atau vertikal. Setelah volume logam yang tepat berada di dalam selongsong, pendorong injeksi bergerak maju dan memaksa logam masuk ke dalam cetakan pada tekanan yang jauh lebih tinggi daripada peralatan ruang panas: biasanya 2.000 hingga 20.000 psi (14 hingga 140 MPa) , dengan beberapa operasi tekanan tinggi melebihi kisaran tersebut untuk komponen aluminium berdinding tipis.
Terpisahnya tungku dari mesin berarti komponen injeksi tidak terus menerus terkena logam cair. Mereka hanya terekspos pada saat pengambilan gambar yang singkat, sehingga memungkinkan penggunaan logam yang dapat merusak sistem ruang panas. Keuntungannya adalah waktu siklus yang lebih lambat — sebagian besar pengoperasian ruang dingin dijalankan pada jam tersebut 30 hingga 150 tembakan per jam tergantung pada berat bagian, ketebalan dinding, dan paduan — dan langkah-langkah proses tambahan yang dapat menimbulkan variasi suhu jika tidak dikontrol dengan hati-hati.
Paduan yang Digunakan dalam Die Casting Ruang Dingin
Die casting ruang dingin menangani berbagai macam paduan dengan suhu leleh lebih tinggi, termasuk:
- Paduan aluminium (A380, A383, A360, ADC12) — material dominan dalam pekerjaan ruang dingin, digunakan dalam otomotif, ruang angkasa, dan elektronik konsumen
- Paduan tembaga dan kuningan — digunakan untuk komponen pipa, konektor listrik, dan perangkat keras kelautan yang mengutamakan ketahanan dan kekuatan terhadap korosi
- Paduan magnesium (AZ91D, AM50) — semakin umum digunakan di ruang dingin untuk komponen struktural besar, meskipun magnesium juga dapat diproses di sistem ruang panas
- Tombac silikon dan paduan berbahan dasar tembaga khusus — digunakan dalam aplikasi presisi khusus
Paduan aluminium A380 adalah paduan die casting yang paling banyak digunakan di dunia, dan hampir semuanya diproses melalui mesin ruang dingin. Ia menawarkan kombinasi yang sangat baik antara kemampuan pengecoran, kekuatan mekanik (kekuatan tarik sekitar 317 MPa), ketahanan terhadap korosi, dan biaya, itulah sebabnya ia mendominasi pengecoran struktural otomotif, unit pendingin, dan rumah motor.
Tonase Mesin dan Skala Bagian
Skala mesin ruang dingin jauh lebih besar daripada peralatan ruang panas. Kekuatan penjepit berkisar dari sekitar 150 ton sampai dengan 6.000 ton atau lebih untuk mesin mega-casting yang sekarang digunakan dalam aplikasi gigacasting otomotif. Mesin press ruang dingin berbobot 4.000 ton yang digunakan oleh produsen otomotif dapat menghasilkan bagian bawah bodi mobil yang lengkap — sebuah pengecoran aluminium tunggal yang menggantikan lebih dari 70 bagian baja yang dicap dan dilas — dalam satu kali pengambilan. Tesla mempopulerkan pendekatan ini dengan teknologi Giga Press-nya, dan pendekatan ini telah diadopsi oleh banyak OEM di seluruh dunia.
Perbandingan Langsung: Die Casting Ruang Panas vs Ruang Dingin
Tabel di bawah ini merangkum perbedaan penting antara kedua metode die casting dalam seluruh parameter yang paling penting dalam perencanaan produksi:
| Parameter | Hot Chamber | Cold Chamber |
|---|---|---|
| Tekanan injeksi | 1.000–5.000 psi | 2.000–20.000 psi |
| Kecepatan siklus | 400–900 siklus/jam | 30–150 siklus/jam |
| Paduan primer | Seng, magnesium, timbal | Aluminium, tembaga, kuningan, magnesium |
| Kisaran tonase mesin | 5–900 ton | 150–6.000 ton |
| Paparan suhu logam pada mesin | Terus menerus | Hanya per-shot |
| Berat bagian yang khas | Gram hingga ~2 kg | Gram hingga 50 kg |
| Risiko porositas | Lebih rendah (lebih sedikit peluang masuknya udara) | Lebih tinggi (membutuhkan kontrol profil bidikan yang cermat) |
| Biaya perkakas | Rendah hingga sedang | Sedang hingga tinggi |
Pertimbangan Desain Die Yang Berbeda Antara Kedua Metode
Cetakan itu sendiri — cetakan baja perkakas H13 yang diperkeras tempat logam cair dipaksa — secara konseptual serupa dalam kedua proses, namun persyaratan tekniknya berbeda berdasarkan tekanan yang terlibat dan beban termal yang diterapkan.
Desain Gerbang dan Sistem Pelari
Di ruang panas dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 hingga 50 m/s .
Cetakan ruang dingin untuk aluminium memerlukan geometri pelari yang cermat untuk mengatur viskositas aluminium yang lebih tinggi pada suhu pengecoran dan risiko pemadatan dini selama pengisian. Kecepatan gerbang untuk aluminium biasanya ditargetkan 40 hingga 60 m/s , dan profil tembakan — fase lambat, fase cepat, dan tekanan intensifikasi — harus diprogram secara tepat untuk menghindari pengisian turbulen, yang merupakan pendorong utama porositas dalam pengecoran aluminium.
Manajemen Termal dan Kehidupan Mati
Kedua jenis cetakan mengandalkan saluran pendingin air atau oli internal untuk mengelola panas, namun cetakan aluminium ruang dingin menghadapi guncangan termal yang lebih tinggi karena perbedaan suhu yang lebih besar antara lelehan aluminium (~680°C saat pengecoran) dan suhu permukaan cetakan (biasanya dipertahankan pada 180–260°C). Siklus termal ini adalah pendorong utama pemeriksaan panas — jaringan retakan permukaan halus yang pada akhirnya menurunkan kualitas permukaan cetakan. Cetakan H13 ruang dingin untuk aluminium biasanya memiliki masa pakai 100.000 hingga 300.000 tembakan , sementara seng ruang panas dapat habis 1 juta suntikan atau lebih sebelum memerlukan pengerjaan ulang yang signifikan.
Porositas: Tantangan Kualitas Utama dalam Kedua Metode
Porositas — rongga dalam pengecoran yang disebabkan oleh gas yang terperangkap atau penyusutan — merupakan masalah cacat yang dominan dalam pengecoran, apa pun metode yang digunakan, namun penyebab dan solusinya berbeda antara proses ruang panas dan dingin.
Di ruang panas die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Dalam die casting ruang dingin, selongsong tembakan terbuka adalah sumber utama masuknya udara. Saat pendorong bergerak maju, ia harus mendorong ke depan logam sejumlah udara yang terkandung dalam selongsong. Kecepatan tembakan lambat yang tepat — biasanya 0,1 hingga 0,5 m/s selama fase pertama — memungkinkan gelombang logam terbentuk dan mendorong udara ke depan menuju sumur luapan dan ventilasi sebelum injeksi tembakan cepat dimulai. Kesalahan titik transisi ini bahkan dengan pergerakan pendorong beberapa milimeter saja dapat menghasilkan tingkat porositas 10 hingga 20% lebih tinggi pada bagian akhir. Die casting berbantuan vakum, yang mengevakuasi rongga die dan shot sleeve sebelum injeksi, dapat mengurangi porositas pada bagian aluminium ruang dingin ke tingkat yang memungkinkan perlakuan panas dan pengelasan struktural — kemampuan yang tidak mungkin dilakukan dengan die casting aluminium cor konvensional.
Kapan Memilih Die Casting Kamar Panas
Die casting ruang panas adalah pilihan yang tepat jika kondisi berikut berlaku:
- Bahan bagiannya adalah seng, magnesium, atau paduan titik leleh rendah lainnya yang kompatibel dengan sistem gooseneck
- Volume produksinya tinggi — umumnya di atas 50.000 hingga 100.000 suku cadang setiap tahunnya untuk membenarkan investasi perkakas
- Berat bagiannya relatif rendah, biasanya di bawah 1 hingga 2 kg untuk seng
- Presisi dimensi sangat penting — die casting seng secara rutin mencapai toleransi ±0,05 mm pada fitur penting tanpa pemesinan sekunder
- Diperlukan dinding tipis — seng dapat dicetak hingga ketebalan dinding di bawah 0,5 mm dengan perkakas yang dioptimalkan
- Kualitas permukaan akhir adalah prioritas — coran seng memiliki permukaan cetakan yang sangat baik, cocok untuk pelapisan atau pengecatan langsung tanpa persiapan ekstensif
Industri umum yang menggunakan die casting ruang panas meliputi elektronik konsumen (konektor, braket, engsel), otomotif (badan kunci, komponen sistem bahan bakar, rumah sensor), perangkat keras (gagang pintu, perlengkapan furnitur), dan mainan serta barang baru.
Kapan Memilih Die Casting Ruang Dingin
Die casting ruang dingin adalah proses yang tepat ketika:
- Paduannya adalah aluminium, tembaga, kuningan, atau bahan dengan titik leleh tinggi yang tidak sesuai dengan peralatan ruang panas
- Ukuran dan berat komponen melebihi batas praktis peralatan ruang panas
- Diperlukan kinerja struktural — cetakan aluminium menawarkan rasio kekuatan terhadap berat yang jauh lebih baik daripada seng untuk aplikasi penahan beban
- Ketahanan terhadap korosi di lingkungan yang keras diperlukan — lapisan oksida alami aluminium memberikan perlindungan yang tidak dapat ditandingi oleh paduan seng di beberapa lingkungan tanpa lapisan
- Penerapannya pada powertrain otomotif, braket dirgantara, atau peralatan industri di mana kombinasi bobot ringan dan integritas struktural membenarkan biaya perkakas dan mesin yang lebih tinggi.
Aplikasi die casting ruang dingin yang utama mencakup rumah transmisi otomotif, blok mesin, penutup baterai kendaraan listrik, sasis server komputer, badan katup hidrolik, dan komponen motor tempel laut. Pasar die casting aluminium global saja dinilai lebih dari itu $50 miliar USD pada tahun 2023 , mencerminkan dominasi pengecoran aluminium ruang dingin di manufaktur modern.
Struktur Biaya: Perkakas, Waktu Mesin, dan Ekonomi Per Bagian
Keekonomian die casting sangat bergantung pada metode mana yang digunakan, karena kedua proses tersebut memiliki profil biaya yang sangat berbeda.
Biaya Perkakas
Perkakas die casting mahal, apa pun metodenya, karena cetakan harus tahan terhadap jutaan siklus tekanan dalam lingkungan yang abrasif dan menuntut suhu. Seng ruang panas mati untuk bagian yang cukup rumit biasanya berharga antara $15.000 dan $80.000 . Cetakan aluminium ruang dingin untuk kompleksitas yang sebanding harganya lebih mahal — seringkali $30.000 hingga $150.000 atau lebih tinggi — karena tekanan injeksi yang lebih tinggi memerlukan konstruksi die yang lebih kuat dan rekayasa sirkuit pendingin yang lebih kompleks. Ruang dingin struktural besar untuk aplikasi otomotif dapat dijalankan $500.000 atau lebih .
Biaya Per Bagian dan Volume Impas
Karena die casting memiliki biaya tetap yang tinggi (perkakas, setup) dan biaya variabel per bagian yang relatif rendah (logam, waktu mesin, tenaga kerja), kedua metode ini paling ekonomis pada volume tinggi. Titik impas — dimana die casting menjadi lebih murah dibandingkan alternatif seperti pengecoran pasir, pengecoran investasi, atau pemesinan dari billet — bervariasi berdasarkan kompleksitas bagian, namun umumnya dicapai antara 10.000 dan 50.000 bagian untuk seng ruang panas dan 20.000 dan 100.000 bagian untuk aluminium ruang dingin, tergantung pada ukuran bagian dan kompleksitas fitur.
Biaya material adalah pembeda lainnya. Paduan seng (Zamak 3) harganya kira-kira $2,00–$2,50 per kg pada harga kontrak industri pada umumnya. Paduan aluminium A380 berjalan lebih dekat ke $2,50–$3,50 per kg , namun kepadatan aluminium yang lebih rendah (2,7 g/cm³ vs 6,6 g/cm³ seng) berarti bahwa untuk volume komponen tertentu, pengecoran aluminium menggunakan berat logam yang jauh lebih sedikit, sehingga mengimbangi sebagian perbedaan harga.
Variasi yang Muncul pada Metode Die Casting Dua Inti
Meskipun ruang panas dan ruang dingin tetap menjadi dua metode die casting dasar, beberapa varian proses telah dikembangkan untuk mengatasi keterbatasan spesifik masing-masing metode.
Pengecoran Mati Vakum
Diterapkan pada kedua metode namun sangat penting untuk aluminium ruang dingin, die casting vakum mengevakuasi rongga die dan selongsong peluru sebelum injeksi, mengurangi porositas gas ke tingkat yang memungkinkan perlakuan panas T5 dan T6. Hal ini membuat pengecoran aluminium struktural dapat dilas dan cocok untuk aplikasi penting keselamatan seperti struktur tabrakan otomotif dan komponen suspensi. Mesin ruang dingin berbantuan vakum menambah biaya dan kompleksitas namun dapat mengurangi tingkat kerusakan 30 hingga 50% dalam aplikasi yang sensitif terhadap porositas.
Die Casting Semi Padat (Thixocasting dan Rheocasting)
Proses pengecoran logam semi-padat — thixocasting dan rheocasting — menyuntikkan logam dalam keadaan semi-padat, seperti bubur, bukan cair sepenuhnya. Hal ini secara dramatis mengurangi porositas karena logam tidak membawa gas terlarut seperti logam cair sepenuhnya, dan pola pengisian non-turbulen memerangkap lebih sedikit udara. Proses semi-padat dibangun di sekitar platform mesin ruang dingin tetapi menggunakan profil pengambilan gambar yang dimodifikasi dan persiapan billet khusus. Hasilnya adalah coran dengan sifat mekanik yang mendekati sifat-sifat bagian yang ditempa. Bagian rheocast aluminium A356 mencapai kekuatan tarik di atas 310 MPa dengan perpanjangan 10% atau lebih — secara signifikan lebih baik daripada pengecoran A380 ruang dingin konvensional.
Pengecoran Peras
Squeeze casting — terkadang diklasifikasikan sebagai kategori die casting ketiga — menggabungkan prinsip die casting dan forging. Logam dituangkan ke dalam cetakan terbuka, kemudian pukulan memberikan tekanan sebesar 50 hingga 150 MPa saat logam mengeras, menghilangkan porositas penyusutan seluruhnya. Proses ini menggunakan platform mesin ruang dingin dan menghasilkan komponen dengan porositas mendekati nol dan sifat mekanik yang sangat baik, namun lebih lambat dan lebih mahal dibandingkan pengecoran ruang dingin konvensional. Ini digunakan untuk komponen luar angkasa, kaliper rem otomotif, dan aplikasi bertekanan tinggi lainnya.
Cara Memilih Metode Die Casting yang Tepat untuk Bagian Anda
Memilih proses die casting yang benar dimulai dengan paduannya, karena paduan tersebut tidak dapat dinegosiasikan di sebagian besar desain. Jika persyaratan teknik memerlukan aluminium — untuk bobot, kekuatan, atau kinerja termal — ruang dingin adalah satu-satunya pilihan praktis dalam die casting. Jika seng dapat diterima atau disukai karena presisi, kemampuan dinding tipis, dan kompatibilitas pelapisannya, ruang panas menjadi cara yang lebih cepat dan berbiaya lebih rendah.
Setelah pemilihan paduan, pertanyaan-pertanyaan berikut membantu mempersempit keputusan:
- Berapa volume tahunannya? Kedua metode tersebut memerlukan volume agar ekonomis, namun aluminium ruang dingin memerlukan volume yang lebih besar untuk mengimbangi biaya perkakas yang lebih tinggi.
- Berapa berat bagian tersebut dan perkiraan berat tembakannya? Bagian seng yang beratnya lebih dari 2 kg merupakan hal yang tidak biasa; suku cadang aluminium dengan berat lebih dari 5 kg mungkin memerlukan mesin ruang dingin yang sangat besar.
- Apakah ada fitur yang sensitif terhadap porositas? Saluran hidraulik kedap tekanan atau simpul struktural yang akan dilas memerlukan ruang dingin berbantuan vakum atau pemrosesan semi-padat.
- Permukaan akhir apa yang diperlukan? Pengecoran ruang panas seng menerima pelapisan listrik secara langsung; coran ruang dingin aluminium biasanya dilapisi bubuk, dianodisasi, atau dibiarkan kosong.
- Apa lingkungan operasinya? Peningkatan suhu di atas 150°C mendiskualifikasi paduan seng karena kehilangan kekuatannya; aluminium bekerja dengan baik pada suhu 200–250°C tergantung pada paduannya.
Mengatasi pertanyaan-pertanyaan ini dengan pengecoran die casting selama fase desain — sebelum perkakas dilakukan — adalah cara paling andal untuk mencapai proses yang tepat untuk aplikasi Anda. Tinjauan desain-untuk-manufaktur (DFM) oleh insinyur die casting berpengalaman dapat mengidentifikasi sudut draft, transisi ketebalan dinding, dan posisi garis perpisahan yang memengaruhi jenis mesin dan metode injeksi mana yang akan menghasilkan tingkat scrap terendah dan umur die terpanjang untuk geometri komponen spesifik Anda.