pengecoran mati Proses Langkah demi Langkah
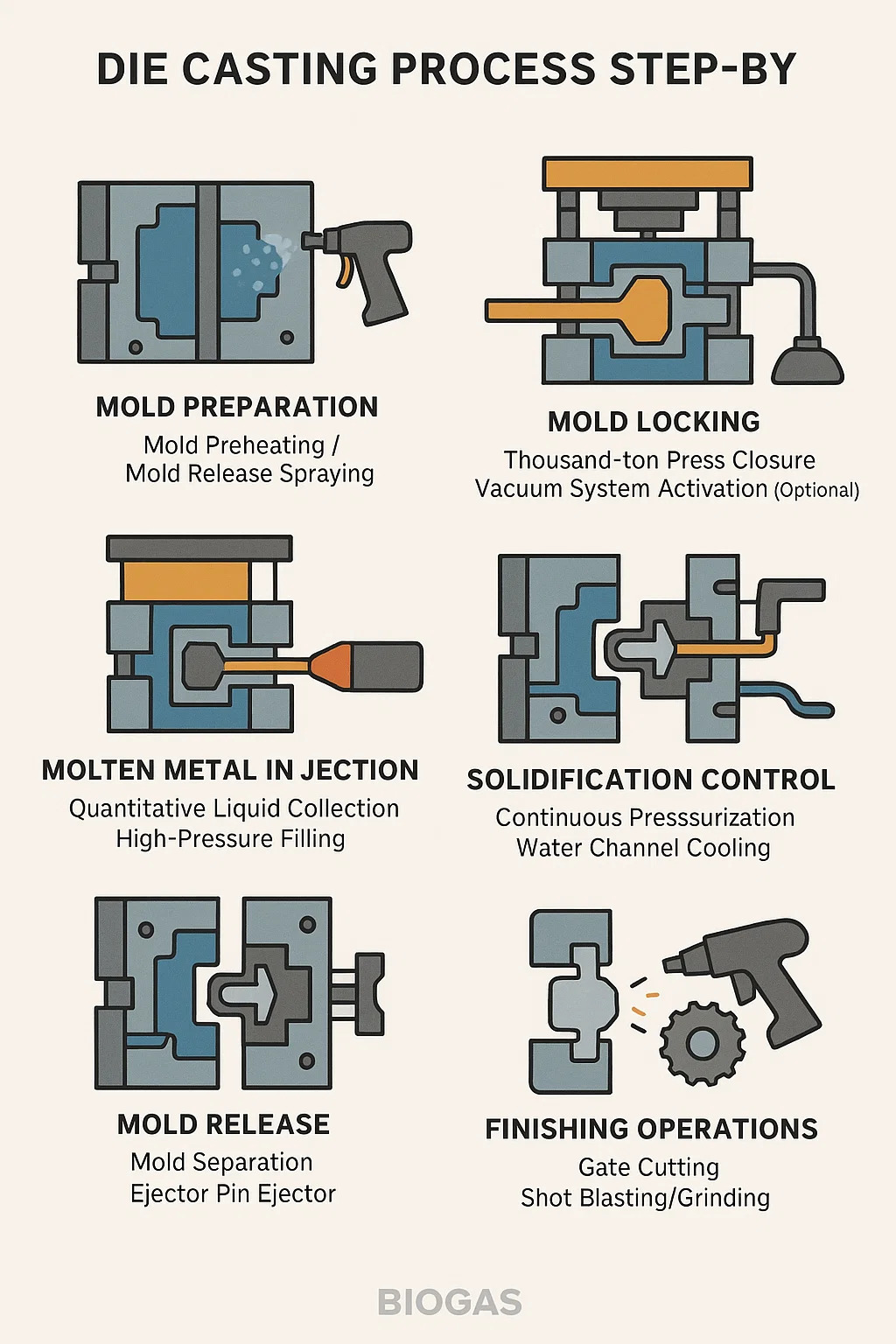
1. Persiapan Cetakan (Langkah Inti)
Pemanasan Awal Cetakan: Panaskan cetakan baja hingga 150-200°C untuk mencegah aluminium cair terciprat atau ditutup dingin.
Penyemprotan Pelepasan Cetakan: Gunakan pistol kabut udara untuk menyemprot rongga secara merata (emulsi berbahan dasar air) untuk melindungi cetakan dan membantu proses pembongkaran.
2. Penguncian Cetakan (Keamanan Kritis)
Penutupan Pers Ribuan ton: Cetakan atas dan bawah dikunci secara hidraulik untuk menahan tekanan injeksi tinggi (gaya penjepit>500 ton).
Aktivasi Sistem Vakum (Opsional): Keluarkan udara dari rongga cetakan untuk mengurangi porositas udara.
3. Injeksi Logam Cair (Injeksi Kecepatan Tinggi)
Pengumpulan Cairan Kuantitatif: Aluminium cair (sekitar 660°C) secara otomatis dimasukkan ke dalam ruang injeksi dari tungku.
Pengisian Tekanan Tinggi: Sebuah pendorong menyuntikkan aluminium cair ke dalam rongga cetakan dengan kecepatan bola meriam (30-100 m/s), mengisi rongga dalam waktu 0,01-0,3 detik.
4. Pengendalian Solidifikasi
Tekanan Terus Menerus: Plunger mempertahankan tekanan tinggi selama 10-30 detik untuk mengkompensasi penyusutan aluminium cair selama pemadatan.
Pendinginan Saluran Air: Air dingin bersirkulasi di dalam cetakan untuk menghilangkan panas, memungkinkan bagian tersebut mengeras dengan cepat.
5. Pelepasan Cetakan
Pemisahan Cetakan: Pers dilepaskan, dan cetakan atas dan bawah terbuka.
Ejector Pin Ejector: Pin ejector internal mengeluarkan komponen, membuang limbah runner (kira-kira 30% material).
6. Operasi Penyelesaian
Pemotongan Gerbang: Geser hidraulik menghilangkan sistem gerbang dan bak pelimpah.
Shot Blasting/Grinding: Menghilangkan gerinda dan garis putus-putus.
Perlakuan Panas (Komponen Utama): Pengerasan T6 meningkatkan kekerasan.