Penjelasan Detail Permukaan Umum Cacat di Aluminium Die Castings
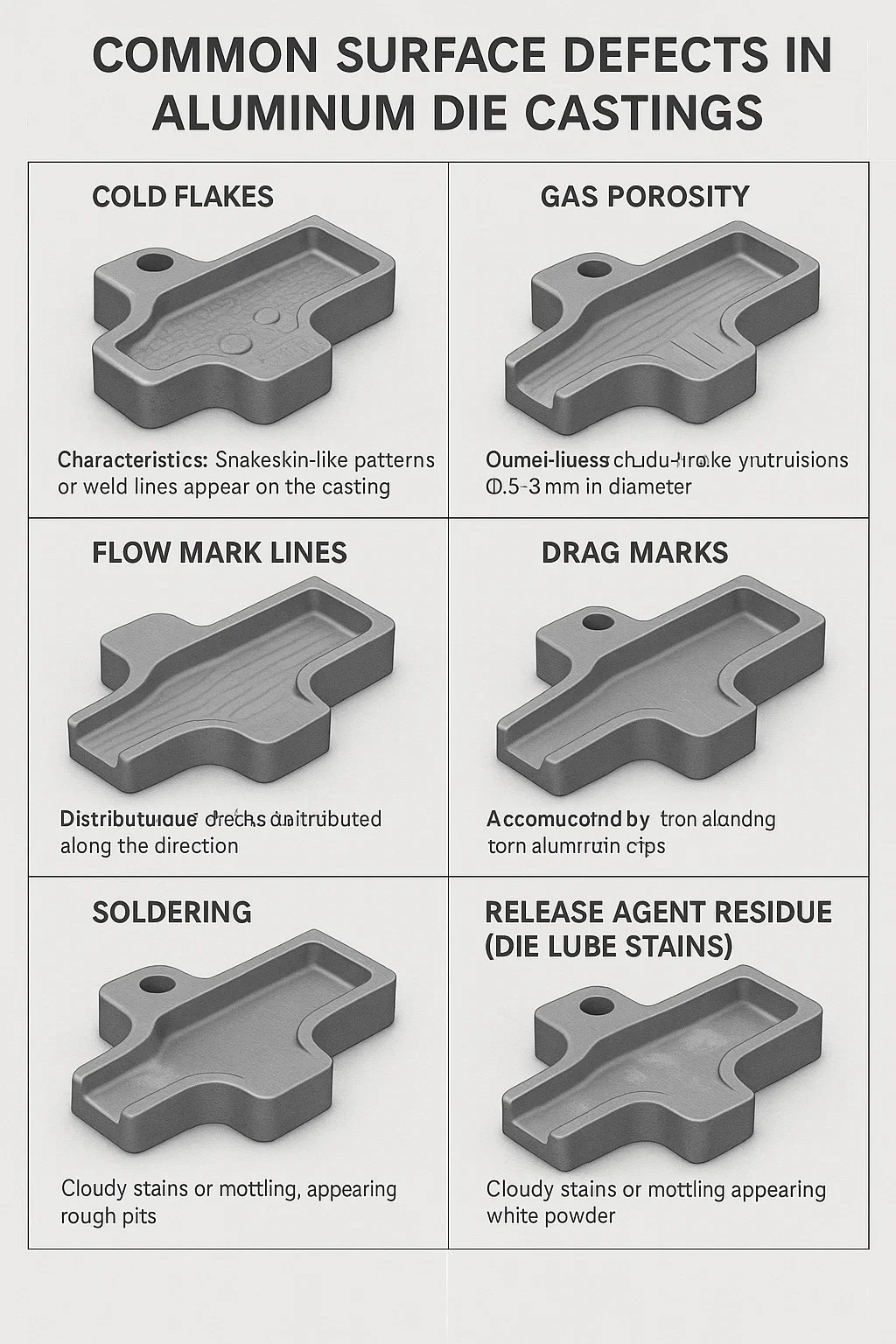
1. Cold Flakes
Karakteristik: Pola seperti kulit ular atau garis las muncul di permukaan pengecoran, dan permukaannya terasa tidak rata.
Penyebab: Suhu aluminium cair yang rendah atau kecepatan injeksi yang lambat, mengakibatkan kegagalan kedua aliran aluminium untuk menyatu.
Kerusakan: Penurunan tajam dalam kekuatan struktural, terutama di daerah berdinding tipis yang rentan retak.
2. Porositas Gas
Karakteristik: Tonjolan halus seperti gelembung (diameter 0,5-3mm) muncul di permukaan, yang pecah untuk mengungkapkan lubang.
Penyebab:
Ventilasi cetakan yang buruk (pin ejektor yang diblokir/permukaan perpisahan)
Pembangkitan uap zat pelepas berlebihan
Area berisiko tinggi: Akar tulang rusuk dan bagian atas rongga tertutup.
3. Drag Marks
Karakteristik: Goresan panjang dan linier sepanjang arah draft, terkadang disertai dengan chip aluminium yang robek.
Penyebab:
Sudut draft tidak mencukupi (misalnya, kurang dari 1°)
Goresan atau pemolesan yang tidak mencukupi pada permukaan rongga cetakan.
4. Flow Marks Lines
Karakteristik: Garis-garis warna bergelombang didistribusikan sepanjang arah aliran aluminium cair
Penyebab:
Desain gerbang yang tidak tepat menyebabkan aliran turbulen
Stratifikasi suhu aluminium (pendinginan permukaan cepat)
5. Heat Checking
Karakteristik: Jaringan retakan mikro, sering terjadi di zona transisi tebal-tipis
Penyebab:
Cetakan lokal terlalu panas (sistem air pendingin gagal)
Ejeksi prematur, pemadatan interior bagian yang tidak lengkap
6. Solder
Karakteristik: Permukaan pengecoran melekat pada baja cetakan, membentuk lubang kasar
Penyebab:
Impaksi aluminium langsung pada baja cetakan (misalnya, impaksi gerbang langsung pada inti)
Abrasi lapisan permukaan cetakan
7. Residu Agen Pelepas (Noda Pelumas Mati)
Karakteristik: Noda mendung atau bubuk putih, berbintik-bintik setelah anodizing
Penyebab:
Atomisasi semprotan yang buruk, mengakibatkan akumulasi di sudut
Penghapusan tidak lengkap selama proses hembusan udara