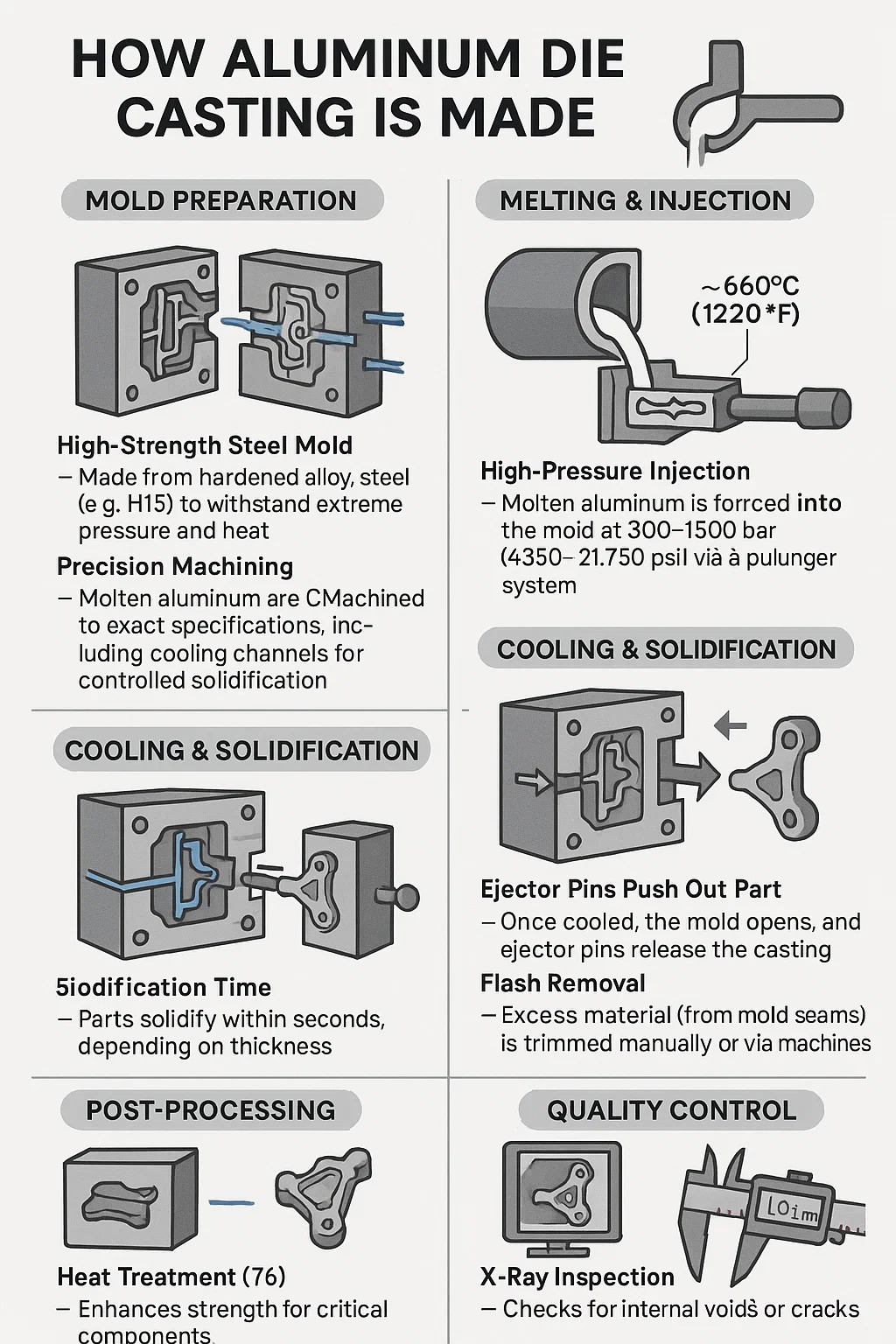
Bagaimana Aluminium Die Casting dibuat
1. Persiapan cetakan
Cetakan baja berkekuatan tinggi-terbuat dari baja paduan yang dikeraskan (mis., H13) untuk menahan tekanan dan panas yang ekstrem.
Pemesinan Presisi-Rongga cetakan adalah mesin CNC dengan spesifikasi yang tepat, termasuk saluran pendingin untuk pemadatan terkontrol.
2. Melting & Injeksi
Paduan Aluminium Melting - Paduan Khusus (seperti A380 atau ADC12) dilelehkan pada ~ 660 ° C (1220 ° F) dalam tungku.
Injeksi tekanan tinggi-aluminium cair dipaksa masuk ke cetakan pada 300–1500 bar (4350–21.750 psi) melalui sistem plunger.
3. Pendinginan & Solidifikasi
Pendinginan Cepat - Saluran air cetakan memastikan pendinginan yang seragam, mencegah warping.
Waktu Solidifikasi - Bagian -bagian mengeras dalam hitungan detik, tergantung pada ketebalan.
4. Ejeksi & Pemangkasan
Pin ejector Push Out Part - Setelah didinginkan, cetakan terbuka, dan pin ejector melepaskan casting.
Flash Removal - Bahan berlebih (dari jahitan cetakan) dipangkas secara manual atau melalui mesin.
5. Pasca Pemrosesan
Perlakuan Panas (T6) - Meningkatkan kekuatan untuk komponen kritis.
Finishing Permukaan - Sandblasting, Polishing, atau Anodizing for Corrosion Resistance.
6. Kontrol Kualitas
Inspeksi X-Ray-Memeriksa rongga atau retak internal.
Pengujian Dimensi - memastikan bagian memenuhi toleransi yang ketat (± 0,1mm).
Tantangan & Perbaikan Utama
| Masalah | Menyebabkan | Larutan |
| Porositas | Udara/gas yang terperangkap | Casting yang dibantu vakum |
| Melengkung | Pendinginan yang tidak rata | Saluran pendingin cetakan yang dioptimalkan |
| Pelekatan | Ikatan aluminium untuk dicetak | Pelapis cetakan lanjutan (mis., Tin) |