
Rumah / Berita / Berita Industri / Suku Cadang Mesin Aluminium vs Pengecoran: Toleransi, Biaya & Paduan
Suku Cadang Mesin Aluminium Mengungguli Pengecoran Aluminium Ketika Toleransi dan Integritas Struktural Sangat Penting
Jawaban singkatnya: pilih bagian mesin aluminium kapan pun suatu komponen memerlukan toleransi dimensi yang ketat (biasanya ±0,01 mm hingga ±0,05 mm), struktur mikro padat penuh yang bebas porositas, atau volume produksi rendah hingga menengah yang biaya perkakasnya tidak dapat dibenarkan. Pilih pengecoran aluminium ketika geometrinya rumit, ukuran lintasannya besar (seringkali 10.000 unit), dan presisi dimensi yang sedikit lebih rendah dapat diterima. Tidak ada satu pun proses yang secara universal "lebih baik" — proses-proses tersebut memecahkan berbagai masalah teknik, dan rantai pasokan terkuat benar-benar menggabungkan keduanya, mengolah permukaan-permukaan penting yang dikawinkan ke dalam cetakan kosong.
Artikel ini menguraikan perbedaan nyata antara pemesinan subtraktif dan pengecoran, paduan yang disukai setiap proses, toleransi yang dapat Anda harapkan secara realistis, dan bagaimana pembeli sebenarnya membuat keputusan trade-off atas pesanan produksi nyata pada tahun 2026.
Bagaimana Suku Cadang Mesin Aluminium Sebenarnya Diproduksi
Suku cadang aluminium mesin mulai digunakan sebagai bahan tempa — batangan, pelat, atau ekstrusi — yang telah memiliki struktur butiran yang konsisten dan bebas rongga akibat penggulungan atau ekstrusi. Pabrik atau mesin bubut CNC kemudian membuang material secara terkontrol hingga geometri akhir muncul. Tidak ada tahap peleburan, tidak ada penyusutan yang harus dikompensasi, dan tidak ada risiko terbentuknya kantong gas yang terperangkap di dalam bagian tersebut.
Urutan Produksi Khas
- Pemilihan stok mentah dan pemotongan hingga ukuran blanko kasar
- Pemrograman CAM dari model 3D, termasuk simulasi jalur alat
- Penggilingan atau pembubutan kasar untuk menghilangkan material curah dengan cepat
- Lolos setengah jadi untuk mendekatkan bagian tersebut ke dimensi akhir
- Penyelesaian dilakukan dengan kecepatan pengumpanan yang lebih lambat untuk permukaan dengan toleransi yang ketat
- Deburring, pembersihan, dan inspeksi dimensi
- Perawatan permukaan opsional (anodisasi, pasivasi, peledakan manik)
Pusat permesinan 5-sumbu dapat mempertahankan satu orientasi bagian pada sebagian besar operasi, sehingga mengurangi kesalahan pemasangan dan mempersingkat waktu siklus pada bagian-bagian dengan fitur miring — sesuatu yang memerlukan beberapa pengaturan untuk dicapai oleh pabrik 3-sumbu.
Suku Cadang Mesin vs. Pengecoran Aluminium: Perbandingan Langsung
Pembeli sering kali bertanya apakah suatu bagian "harus" dicetak atau dikerjakan sebelum ada gambar tunggal. Tabel di bawah ini memaparkan perbedaan praktis yang sebenarnya mendorong keputusan tersebut di lantai produksi, bukan berdasarkan teori.
| Faktor | Suku Cadang Mesin Aluminium | Pengecoran Aluminium |
|---|---|---|
| Toleransi yang khas | ±0,01mm hingga ±0,05mm | ±0,2mm hingga ±0,5mm (sebagai cetakan) |
| Risiko porositas internal | Tidak ada (stok palsu) | Hadir, terutama di bagian yang tebal |
| Investasi perkakas | Rendah (hanya perlengkapan) | Tinggi (mati atau berjamur) |
| Volume pesanan terbaik | Prototipe hingga volume menengah | Volume sedang hingga tinggi |
| Kebebasan geometri | Dibatasi oleh akses alat | Rongga internal yang kompleks mungkin terjadi |
| Kekuatan mekanik | Aliran butir yang lebih tinggi dan seragam | Lebih rendah kecuali diberi perlakuan panas |
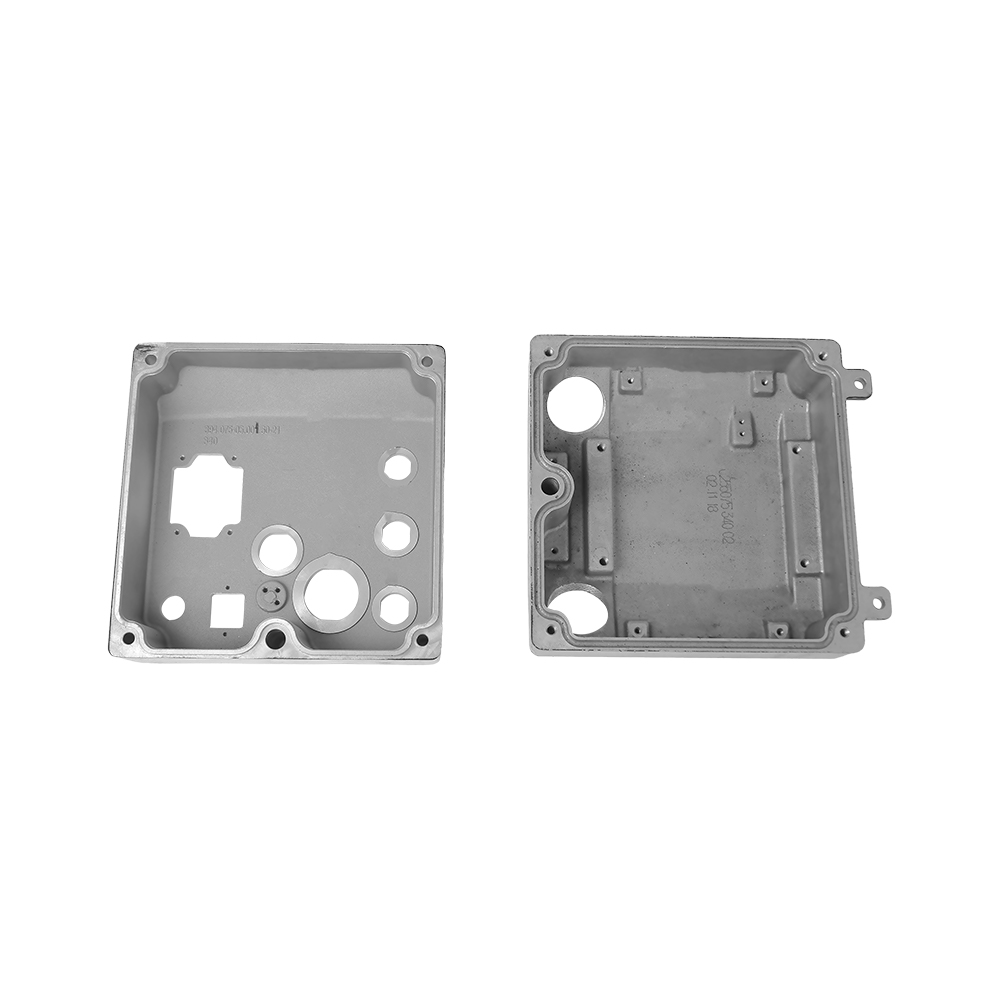
Dalam praktiknya, banyak program produksi menggunakan kedua proses tersebut secara bersamaan: an pengecoran aluminium membentuk bentuk rumahan yang kasar secara ekonomis, dan pemesinan kemudian menyelesaikan lubang bantalan, permukaan pemasangan, dan lubang berulir yang memerlukan ketelitian yang tidak dapat dihasilkan oleh permukaan cetakan.
Pemilihan Paduan: Apa yang Sebenarnya Ada di Meja Mesin
Tidak semua kelas aluminium dikerjakan dengan cara yang sama, dan paduan yang dipilih di bagian hulu menentukan kecepatan pemotongan, keausan pahat, dan kekuatan bagian akhir.
Paduan Umum dan Perilaku Pemesinannya
| Paduan | Peringkat Kemampuan Mesin | Penggunaan Khas |
|---|---|---|
| 6061-T6 | Bagus | Kurung struktural umum, rumah |
| 6082-T6 | Bagus | Rangka penahan beban, rumah girboks |
| 7075-T6 | Adil | Perlengkapan luar angkasa, bagian bertekanan tinggi |
| 2024-T3 | Adil | Anggota struktural yang kritis terhadap kelelahan |
| 5052-H32 | Luar biasa | Pelat mesin yang berasal dari lembaran logam |
7075 menawarkan rasio kekuatan terhadap berat tertinggi dalam daftar ini namun menghasilkan lebih banyak panas dan keausan perkakas selama pemotongan, itulah sebabnya toko yang menjalankan suku cadang 7075 dalam jumlah besar lebih memilih perkakas karbida berlapis dan laju pengumpanan spindel yang lebih rendah dibandingkan yang mereka gunakan pada 6061.
Toleransi, Penyelesaian Permukaan, dan Arti Sebenarnya "Presisi".
Kata "presisi" jarang digunakan dalam pemasaran pemasok, sehingga membantu mengaitkannya dengan bilangan real. Pabrik 3-sumbu serba guna yang menjalankan perkakas standar pada aluminium 6061 dapat dipegang dengan nyaman ±0,05mm melintasi bagian berukuran sedang. Berpindah ke pusat 5-sumbu yang kaku dengan cairan pendingin yang dikontrol suhu dan pemeriksaan yang dikalibrasi dapat menurunkan suhu tersebut ±0,01 mm pada fitur-fitur penting, yang merupakan rentang yang dibutuhkan kursi bantalan dan permukaan penyegelan paling presisi.
Opsi Penyelesaian Permukaan Setelah Pemesinan
- Hasil akhir yang dikerjakan dengan mesin (Ra 1,6–3,2 μm) — standar untuk permukaan internal non-kosmetik
- Peledakan manik — tekstur matte seragam, menyembunyikan bekas pahat
- Anodisasi bening atau warna tipe II — ketahanan terhadap korosi plus pilihan warna
- Anodisasi keras tipe III — ketahanan aus untuk rakitan yang digeser atau dipindahkan
- Poles — lapisan cermin atau satin untuk bagian yang terlihat oleh konsumen
Sebaliknya, bagian cor mewarisi tekstur cetakan atau permukaan cetakan secara langsung. Untuk mencapai kualitas permukaan yang sama pada pengecoran biasanya memerlukan proses pemesinan sekunder hanya pada permukaan fungsional saja — yang persis seperti alur kerja hibrid yang disebutkan sebelumnya.

Dimana Suku Cadang Mesin Aluminium Muncul di Produk Nyata
Penerapan di bawah ini mencerminkan keunggulan toleransi dan kekuatan pemesinan yang sebenarnya membenarkan biaya per unit yang lebih tinggi dibandingkan dengan pengecoran.
Area Aplikasi Umum
- Sambungan robotika dan tahapan gerakan presisi memerlukan pemosisian berulang
- Braket pemasangan optik dan kamera yang toleransi penyelarasannya sangat penting
- Perlengkapan kedirgantaraan dan konektor struktural di bawah beban lelah
- Komponen peralatan semikonduktor memerlukan permukaan penyegelan kedap vakum
- Rumah perangkat medis memerlukan permukaan yang dapat diulang dan bebas kontaminasi
- Suku cadang prototipe otomotif khusus sebelum pengecoran cetakan dilakukan
Merupakan hal yang umum bagi sebuah produk baru untuk diluncurkan dengan suku cadang yang dikerjakan sepenuhnya selama pembuatan prototipe dan proses produksi awal, kemudian beralih ke produk blanko dengan pemesinan ringan setelah volume meningkat cukup tinggi untuk mengamortisasi biaya perkakas — sebuah pola yang terlihat secara konsisten di seluruh peralatan industri dan rantai pasokan elektronik konsumen.
Perbandingan Biaya: Ekonomi Per Unit Permesinan vs. Pengecoran
Pemesinan tidak memerlukan biaya perkakas di muka, namun harga per unit relatif tetap di seluruh volume karena setiap komponen masih menggunakan waktu mesin yang sama. Pengecoran memerlukan investasi cetakan atau cetakan di muka, namun biaya per unit turun tajam setelah investasi tersebut tersebar ke ribuan unit.
Perilaku Impas
Untuk kelompok kompleksitas menengah pada umumnya, pemesinan cenderung tetap menjadi pilihan biaya total yang lebih rendah di bawah sekitar 500–2.000 unit, bergantung pada kompleksitas komponen dan waktu siklus. Di atas volume tersebut, aluminium die-cast dengan pemesinan ringan pada permukaan kritis biasanya menjadi lebih ekonomis, karena biaya cetakan diamortisasi dan waktu siklus per bagian jauh lebih pendek dibandingkan program CNC lengkap.
Pemanfaatan material adalah faktor lain yang diabaikan pembeli: pengerjaan bagian dari batangan padat dapat memakan waktu lama 50% hingga 80% dari stok asli sebagai barang bekas , sedangkan pengecoran hampir membentuk bentuk jaring dan menghasilkan limbah yang jauh lebih sedikit — meskipun potongan aluminium mudah didaur ulang, sehingga hal ini berdampak pada biaya lebih besar dibandingkan hasil keberlanjutan.
Pemeriksaan Kontrol Kualitas yang Harus Diminta Pembeli
Sebelum menerima sejumlah komponen aluminium mesin, pembeli harus memastikan bahwa pemasok telah melakukan pemeriksaan berikut, karena pemeriksaan ini secara langsung mencerminkan apakah toleransi yang disebutkan benar-benar dicapai di lantai pabrik dan bukan hanya di gambar.
- Laporan inspeksi artikel pertama (FAI) dengan data dimensi penuh terhadap gambar
- Laporan CMM (mesin pengukur koordinat) untuk fitur toleransi kritis
- Pengujian kekasaran permukaan pada permukaan fungsional atau permukaan penyegelan
- Sertifikasi material dapat ditelusuri ke batch pabrik asli
- Anodisasi atau verifikasi ketebalan lapisan di mana perlakuan permukaan ditentukan
Meminta dokumen-dokumen ini terlebih dahulu, sebelum produksi pertama dijalankan dan bukan setelah pengiriman ditolak, adalah satu-satunya cara paling efektif untuk menghindari perselisihan dimensional di kemudian hari dalam hubungan tersebut.
Memutuskan Antara Aluminium Mesin dan Aluminium Cor untuk Suku Cadang Baru
Daftar periksa keputusan praktis yang mencerminkan bagaimana pembeli berpengalaman sebenarnya mendekati nomor komponen baru:
- Apakah persyaratan toleransi lebih ketat dari ±0,1 mm di bagian mana pun? Mesin ramping.
- Apakah volume tahunan yang diharapkan kurang dari 2.000 unit? Mesin ramping.
- Apakah bagian tersebut memiliki rongga internal yang rumit sehingga memerlukan biaya penggilingan yang mahal? Pengecoran ramping atau hibrida.
- Apakah ketahanan lelah di bawah beban siklik merupakan penggerak desain? Paduan tempa mesin ramping.
- Apakah bagian tersebut masih dalam tahap prototipe yang banyak perubahan desain? Mesin ramping, karena tidak ada cetakan yang perlu dibuang saat desain bergeser.
Inilah sebabnya mengapa banyak pabrikan memesan mesin dalam jumlah kecil selama pengembangan dan hanya mengunci cetakan pengecoran aluminium setelah desain stabil melalui beberapa siklus revisi.
Merancang Suku Cadang Mesin Aluminium dengan Biaya Lebih Rendah Tanpa Kehilangan Presisi
Biaya pemesinan lebih dipengaruhi oleh pilihan desain dibandingkan perkiraan sebagian besar pembeli. Dua bagian dengan fungsi yang sama dapat memiliki perbedaan biaya sebesar 40% semata-mata karena satu bagian digambar dengan mempertimbangkan pemesinan dan yang lainnya tidak. Prinsip desain-untuk-manufaktur (DFM) berikut secara konsisten mengurangi waktu siklus dan tingkat kerusakan pada komponen aluminium.
Jari-jari Sudut, Bukan Sudut Dalam yang Tajam
Pabrik akhir standar tidak dapat memotong sudut dalam yang benar-benar tajam — ia selalu menyisakan radius yang sama dengan radius pahat. Menentukan radius internal kecil (umumnya 0,5 mm hingga 3 mm bergantung pada ukuran komponen) yang cocok dengan pahat standar akan menghindari perkakas khusus dan penggantian pahat berulang, sehingga memperpendek waktu siklus secara nyata pada suku cadang dengan banyak kantong.
Ketebalan dan Lendutan Dinding
Dinding aluminium tipis di bawah 1,5 mm dapat membelok karena gaya pemotongan, menghasilkan tanda obrolan dan penyimpangan dimensi, terutama pada 6061 dan temper yang lebih lembut. Mempertahankan dinding struktural di atas kira-kira 2 mm, atau menambahkan anyaman sementara yang akan dilepas pada pengoperasian selanjutnya, menjaga bagian tersebut cukup kaku untuk mempertahankan toleransi melalui keseluruhan rangkaian pemotongan.
Rasio Kedalaman Lubang terhadap Diameter
Pengeboran standar tetap efisien hingga rasio kedalaman terhadap diameter sekitar 5:1. Selain itu, evakuasi chip menjadi sulit, defleksi alat meningkat, dan kelurusan alat menjadi menurun. Lubang yang dalam dan sempit di luar rasio ini sering kali memerlukan siklus pengeboran gun atau peck-drilling, yang keduanya menambah waktu dan biaya mesin yang terkadang dapat dihindari oleh perancang dengan memperpendek lubang atau menambah diameternya.
Meminimalkan Pengaturan
Setiap kali suatu komponen dilepas dan dipasang kembali, sejumlah kecil kesalahan posisi terjadi kembali, dan waktu mesin terbuang untuk melakukan reposisi. Merancang fitur sehingga sebanyak mungkin dapat dijangkau dari satu orientasi, atau dari permukaan berlawanan yang dapat diakses oleh mesin sumbu ke-4 atau ke-5 tanpa pengaturan ulang secara manual, menjaga toleransi tumpukan dan biaya tetap terkendali.

Persyaratan Khusus Industri yang Mendorong Pembeli Menuju Pemesinan
Industri yang berbeda memberikan bobot yang berbeda pada keputusan pemesinan versus pengecoran berdasarkan peraturan dan tekanan kinerja masing-masing.
Dirgantara dan Pertahanan
Penghematan berat diterjemahkan langsung ke dalam kapasitas bahan bakar atau muatan, sehingga braket dan perlengkapan ruang angkasa hampir selalu dibuat dari bahan tempa 7075 atau 2024, bukan cetakan, karena struktur butiran yang sepenuhnya padat memberikan umur kelelahan yang dapat diprediksi dalam siklus beban penerbangan yang berulang. Persyaratan ketertelusuran juga lebih mengutamakan material tempa, karena sertifikasi pabrik mengikuti batch tunggal yang berkesinambungan dibandingkan kumpulan lelehan yang dapat memadukan beberapa pemanasan.
Peralatan Semikonduktor dan Vakum
Ruang vakum dan komponen penanganan wafer tidak dapat mentolerir mikroporositas yang umum terjadi pada pengecoran, karena kantong gas yang terperangkap dapat mengeluarkan gas secara perlahan di dalam lingkungan vakum dan mencemari ruang proses. Suku cadang mesin 6061 atau 6082 dengan struktur padat penuh adalah pilihan standar untuk permukaan penyegelan ini.
Alat Kesehatan
Kebersihan permukaan dan pengulangan dimensi di setiap unit dalam satu batch lebih penting daripada biaya bahan mentah dalam aplikasi medis. Suku cadang mesin menawarkan penyelesaian permukaan yang lebih konsisten untuk rumah medis yang dianodisasi atau dipasivasi, dan tidak adanya rongga internal mengurangi risiko kontaminan terperangkap selama siklus pembersihan.
Prototipe Otomotif dan Produksi Volume Rendah
Program otomotif sering kali memesan beberapa ratus unit pertama braket atau housing baru sebagai suku cadang mesin sementara pengembangan cetakan untuk versi cetakan akhir masih berlangsung, sehingga pengujian kendaraan dapat dilanjutkan tanpa menunggu waktu tunggu perkakas selama beberapa bulan.
Robotika dan Kontrol Gerak
Penempatan berulang pada sambungan robotik dan tahapan gerak linier bergantung pada toleransi yang ketat dan konsisten di setiap unit. Mesin aluminium, yang dipasang pada ±0,01mm hingga ±0,02mm pada lubang kritis dan permukaan pemasangan, memberi para insinyur kontrol gerak garis dasar yang dapat diprediksi yang tidak dapat ditandingi oleh toleransi as-cast tanpa penyelesaian akhir tambahan.
Cacat Umum pada Pemesinan Aluminium dan Cara Toko Terkemuka Mencegahnya
Memahami apa yang salah membantu pembeli mengajukan pertanyaan yang lebih tajam selama kualifikasi pemasok.
| Cacat | Penyebab Khas | Metode Pencegahan |
|---|---|---|
| Tanda obrolan | Kekakuan tidak memadai atau kecepatan spindel salah | Umpan dan kecepatan yang dioptimalkan, menambahkan dukungan workholding |
| Penyimpangan dimensi dalam satu batch | Keausan alat tidak terkompensasi antar bagian | Pemeriksaan dalam proses dan pembaruan offset alat terjadwal |
| Gerinda di tepinya | Perkakas yang tumpul atau jalan keluar yang agresif | Langkah deburring khusus, pemanggilan tepi yang dilubangi |
| Perubahan warna setelah anodisasi | Komposisi paduan yang tidak konsisten atau kontaminasi permukaan | Stok pabrik bersertifikat, pembersihan pra-anodisasi menyeluruh |
| Kerusakan benang | Keran aus atau ukuran lubang pilot salah | Penggantian keran terjadwal, pemeriksaan pengukur ulir |
Memenuhi Kualifikasi Pemasok Permesinan: Pertanyaan yang Perlu Ditanyakan Sebelum Pemesanan Pertama
Di luar harga dan waktu tunggu, serangkaian pertanyaan operasional mengungkapkan apakah pemasok dapat secara konsisten mencapai toleransi yang dinyatakan dalam penawaran.
- Platform mesin apa yang menjalankan pekerjaan tersebut — 3 sumbu, 4 sumbu, atau 5 sumbu penuh secara bersamaan?
- Apakah suhu lantai pabrik dikontrol, dan pada kisaran berapa?
- Peralatan pengukuran CMM atau optik apa yang digunakan untuk pemeriksaan akhir?
- Bisakah pemasok memberikan laporan inspeksi artikel pertama yang dipetakan ke gambar keterangan?
- Berapa tingkat scrap atau pengerjaan ulang pada kelompok suku cadang yang sebanding?
- Apakah anodisasi, pelapisan, atau perlakuan panas dilakukan sendiri atau dialihdayakan?
- Bagaimana ketertelusuran material dipertahankan mulai dari sertifikat pabrik hingga bagian jadi?
Pemasok yang menjawab pertanyaan-pertanyaan ini secara spesifik, dengan angka riil dan bukan kepastian umum, kemungkinan besar akan memenuhi toleransi yang dijanjikan dalam penawaran setelah produksi benar-benar dimulai.
Pertimbangan Efisiensi Bahan dan Daur Ulang
Aluminium adalah salah satu logam rekayasa yang paling dapat didaur ulang dalam produksi saat ini, dan hal ini memengaruhi keekonomian permesinan dan pengecoran. Keripik pemesinan, meskipun menunjukkan kehilangan material yang signifikan dari stok batangan asli, mudah dikumpulkan dan dijual kembali sebagai potongan bersih, karena tidak mengandung lapisan atau kontaminasi selain residu cairan pemotongan. Aluminium daur ulang hanya memerlukan sebagian kecil energi yang dibutuhkan untuk memproduksi aluminium primer dari bijih bauksit, itulah sebabnya sebagian besar bengkel mesin menyediakan tempat pemilahan skrap khusus berdasarkan jenis paduannya untuk menjaga nilai jual kembali serpihan yang dikumpulkan.
Scrap pengecoran, termasuk runner, gate, dan bagian yang ditolak, juga dapat didaur ulang, meskipun penyortiran berdasarkan paduan menjadi lebih penting karena pabrik pengecoran sering kali memadukan beberapa kualitas aluminium untuk pekerjaan yang berbeda. Pembeli yang berfokus pada pelaporan keberlanjutan semakin banyak meminta pemasok untuk mendokumentasikan tingkat daur ulang barang bekas sebagai bagian dari proses kualifikasi, di samping data toleransi dan biaya yang lebih tradisional.
Realitas Lead Time: Apa yang Diharapkan di Setiap Tahap Produksi
Ekspektasi waktu tunggu sangat berbeda antara pesanan prototipe pertama dan produksi berulang yang sudah berjalan.
| Panggung | Waktu Pimpin yang Khas | Pengemudi Utama |
|---|---|---|
| Prototipe pertama (1–5 unit) | 3–7 hari kerja | Pemrograman dan pengaturan perlengkapan |
| Batch kecil (10–200 unit) | 1–3 minggu | Kapasitas mesin dan langkah finishing |
| Ulangi proses produksi | 1–2 minggu | Ketersediaan bahan, posisi antrian |
| Cetakan pengecoran aluminium baru | 8–16 minggu | Desain cetakan, fabrikasi, tembakan percobaan |
Kesenjangan waktu tunggu ini adalah alasan utama mengapa pemesinan tetap menjadi pilihan default selama pengembangan produk awal, bahkan untuk suku cadang yang pada akhirnya akan bertransisi ke pengecoran aluminium ketika volumenya sesuai dengan investasi yang dilakukan dan tambahan waktu pengerjaan perkakas selama dua hingga empat bulan.
Pertanyaan yang Sering Diajukan
Apakah aluminium mesin CNC lebih kuat dari aluminium cor?
Umumnya ya. Aluminium tempa yang digunakan untuk pemesinan memiliki struktur butiran terarah yang kontinu dari penggulungan atau ekstrusi, sedangkan aluminium cor dapat mengandung porositas mikroskopis yang bertindak sebagai titik konsentrasi tegangan. Untuk bagian-bagian yang mengalami pembebanan siklik atau kelelahan, paduan tempa mesin biasanya mengungguli setara as-cast kecuali pengecoran diberi perlakuan panas dan ditekan isostatik panas untuk menutup porositas.
Berapa biaya pemesinan aluminium dibandingkan dengan pengecoran?
Pemesinan tidak memerlukan biaya perkakas namun harga per unitnya relatif tetap di seluruh volume. Pengecoran memerlukan investasi besar (biasanya biaya lima hingga enam digit tergantung pada ukuran dan kompleksitas komponen) namun harga per unit turun secara signifikan pada volume yang lebih tinggi. Titik persilangan biasanya antara 500 dan 2.000 unit untuk bagian dengan kompleksitas menengah, meskipun hal ini bervariasi menurut geometri.
Toleransi apa yang sebenarnya bisa dimiliki mesin CNC terhadap aluminium?
Pemesinan 3-sumbu standar pada aluminium 6061 dapat diandalkan menahan ±0,05 mm di seluruh ukuran fitur umum. Peralatan 5-sumbu kelas atas dengan kontrol lingkungan yang ketat dan pemeriksaan dalam proses dapat mencapai ±0,01 mm pada dimensi kritis, yang merupakan tingkat yang diperlukan untuk lubang bantalan presisi dan permukaan penyegelan.
Bisakah satu bagian menggabungkan pengecoran dan pemesinan?
Ya, dan ini adalah pendekatan yang sangat umum dalam produksi volume menengah hingga tinggi. Bentuk kasarnya dicetak untuk mengontrol biaya material dan waktu siklus, kemudian mesin CNC hanya menyelesaikan fitur-fitur penting — permukaan pemasangan, lubang, lubang berulir — di mana toleransi cetakan tidak mencukupi.
Mesin paduan aluminium manakah yang tercepat dengan keausan perkakas paling sedikit?
6061 dan 5052 umumnya dianggap sebagai paduan yang paling mudah untuk dikerjakan, menawarkan keseimbangan yang baik antara pembentukan chip, penyelesaian permukaan, dan umur perkakas. 7075 dan 2024 menawarkan kekuatan yang lebih tinggi namun menghasilkan lebih banyak panas dan keausan abrasif selama pemotongan, biasanya memerlukan laju pengumpanan yang lebih lambat dan perkakas berlapis karbida untuk mempertahankan umur perkakas.
Apakah anodisasi mengubah dimensi bagian aluminium yang dikerjakan?
Ya, sedikit. Anodisasi menambahkan lapisan oksida ke permukaan, dan kira-kira setengah dari ketebalan lapisan tersebut keluar dari permukaan aslinya. Untuk fitur dengan toleransi ketat, masinis biasanya memperhitungkan hal ini dengan mengerjakan bagian yang berukuran sedikit lebih kecil sebelum melakukan anodisasi sehingga dimensi akhir yang dilapisi sesuai dengan spesifikasi.
Mengapa suku cadang aluminium yang dikerjakan dengan mesin harganya lebih mahal per unitnya dibandingkan suku cadang cor pada volume tinggi?
Skala waktu pemesinan secara kasar linear dengan jumlah bagian, karena setiap unit masih memerlukan operasi pemotongan yang sama terlepas dari berapa banyak bagian yang dibuat sebelumnya. Memasukkan biaya awal ke dalam cetakan, sehingga setelah investasi tersebut diamortisasi dalam jangka waktu yang besar, biaya marjinal per bagian turun jauh di bawah apa yang dapat dicapai oleh pemesinan pada volume yang sama.
Bisakah bagian aluminium mesin dilas?
Ya, sebagian besar paduan tempa yang digunakan untuk pemesinan, termasuk 6061 dan 5052, mudah dilas menggunakan proses TIG atau MIG. 7075 dan 2024 lebih sulit untuk dilas tanpa kehilangan kekuatan yang signifikan di zona yang terkena panas, sehingga desain yang memerlukan sambungan las dalam aplikasi kekuatan tinggi sering kali menggunakan 6061 atau paduan las serupa.
Berapa jumlah pesanan minimum untuk suku cadang aluminium mesin CNC?
Sebagian besar bengkel mesin menerima pesanan mulai dari satu unit prototipe, karena tidak diperlukan investasi perkakas selain pemrograman dan perbaikan. Ini adalah salah satu keuntungan praktis yang paling jelas yang dimiliki pemesinan dibandingkan pengecoran, di mana kuantitas pesanan minimum sering kali didorong oleh kebutuhan untuk membenarkan biaya cetakan daripada minimum teknis apa pun.
Bagaimana ukuran komponen mempengaruhi kemampuan toleransi pemesinan?
Suku cadang yang lebih besar umumnya lebih sulit untuk dipertahankan dengan toleransi ketat yang sama seperti suku cadang kecil, karena pemuaian termal, kerataan meja mesin, dan kekakuan perlengkapan semuanya menjadi lebih signifikan dalam rentang yang lebih panjang. Fitur presisi pada komponen 50mm lebih mudah dipegang pada ±0,01mm dibandingkan fitur yang sama pada komponen 500mm, dimana variasi termal dan mekanis pada permukaan yang lebih besar secara alami memperluas pita toleransi yang dapat dicapai.
