
Panduan Pengecoran Aluminium
Apa itu Pengecoran Aluminium Proyek — Dan Mengapa Mereka Mendominasi Manufaktur Modern
Proyek pengecoran aluminium mencakup segala hal mulai dari pengecoran halaman belakang penghobi kecil hingga produksi industri bervolume tinggi untuk sektor kedirgantaraan dan otomotif. Jawaban singkatnya: pengecoran aluminium adalah salah satu metode pengerjaan logam yang paling serbaguna, hemat biaya, dan terukur yang tersedia saat ini, dan cakupan proyek yang layak — mulai dari patung taman hias hingga blok mesin struktural — sungguh luar biasa besarnya. Jika Anda mengevaluasi apakah pendekatan pengecoran aluminium sesuai dengan aplikasi Anda, jawabannya hampir selalu ya, asalkan Anda memilih proses pengecoran yang tepat untuk geometri, persyaratan toleransi, dan volume produksi Anda.
Kepadatan aluminium berada pada kisaran kasar 2,7 gram/cm³ , kurang dari sepertiga baja, namun paduan aluminium modern mencapai kekuatan tarik di atas 500 MPa. Rasio kekuatan terhadap berat inilah yang mendorong pengecoran aluminium ke banyak sektor yang menuntut. Pasar pengecoran aluminium global bernilai sekitar USD 67,5 miliar pada tahun 2023 dan diperkirakan akan melebihi USD 95 miliar pada tahun 2030, menurut data yang diterbitkan oleh Grand View Research – tingkat pertumbuhan tahunan gabungan yang sebagian besar didorong oleh adopsi kendaraan listrik (EV) dan pelonggaran mandat di seluruh industri transportasi.
Artikel ini membahas keseluruhan lanskap: proses pengecoran utama, paduan aluminium terbaik untuk jenis proyek tertentu, aturan desain yang mencegah cacat, contoh proyek dunia nyata dengan data produksi, teknik penyelesaian, dan tinjauan jujur terhadap ekspektasi biaya dan waktu tunggu. Apakah Anda seorang pembuat yang merencanakan penuangan pasir pertama atau insinyur produk yang sedang mengevaluasi perkakas die casting, informasi di bawah ini disusun agar dapat segera berguna.
Proses Pengecoran Aluminium Lima Inti — Dibandingkan Berdampingan
Memilih proses yang tepat adalah keputusan paling penting dalam setiap proyek pengecoran aluminium. Setiap metode menawarkan keseimbangan biaya perkakas, penyelesaian permukaan, toleransi dimensi, ketebalan dinding minimum, dan kuantitas pesanan ekonomis yang berbeda. Tabel di bawah ini menyaring dampak praktisnya.
| Proses | Biaya Perkakas | Permukaan Selesai (Ra) | Toleransi (khas) | Rentang Volume Terbaik | Minimal. Ketebalan Dinding |
|---|---|---|---|---|---|
| Pengecoran Pasir | Rendah ($500–$5.000) | 12–25 mikron | ±0,5–1,5 mm | 1–5.000 buah | 3–5 mm |
| Cetakan Permanen (Gravity Die) | Sedang ($5.000–$30.000) | 3–6 mikron | ±0,25–0,5 mm | 1.000–50.000 buah | 2–3 mm |
| Die Casting Tekanan Tinggi (HPDC) | Tinggi ($20.000–$200.000 ) | 1–2 mikron | ±0,05–0,15mm | 10.000–1.000.000 buah | 0,8–1,5 mm |
| Pengecoran Investasi (Lilin Hilang) | Sedang-Tinggi ($3.000–$50.000) | 1,5–3 mikron | ±0,1–0,25 mm | 100–20.000 buah | 1–2 mm |
| Pengecoran Busa Hilang | Rendah-Menengah ($1.000–$15.000) | 5–10 mikron | ±0,3–0,8 mm | 500–30.000 buah | 2–4 mm |
Pengecoran Pasir: Titik Masuk untuk Proyek Aluminium Kustom
Pengecoran pasir tetap menjadi metode pengecoran aluminium yang paling mudah diakses untuk pekerjaan khusus, bervolume rendah, atau prototipe. Pasir hijau (campuran pasir silika, tanah liat bentonit, dan kelembapan) dikemas di sekitar pola kayu atau uretan, pola tersebut dihilangkan, dan aluminium cair — biasanya pada suhu 660–720°C — dituangkan ke dalam rongga. Waktu siklus lebih lambat dibandingkan dengan die casting, namun pada dasarnya tidak ada batasan ukuran atas. Pabrik GM Casting di Defiance, Ohio, menuangkan blok mesin aluminium cetakan pasir yang masing-masing berbobot lebih dari 40 kg menggunakan jalur cetakan pelat korek api otomatis — menunjukkan bahwa pengecoran pasir dapat mencapai skala yang melebihi penggunaan hobi bila dikerjakan dengan benar.
Untuk proyek pengecoran halaman belakang, pasir hijau tidak mahal untuk dicampur dan digunakan kembali. Pengaturan dasar labu dua bagian dapat memberikan hasil yang sangat baik dengan paduan seperti A356 atau 319. Variabel penting adalah kadar air: terlalu basah menghasilkan porositas uap; terlalu kering akan runtuh. Targetnya kira-kira kelembaban 2–4% menurut beratnya , mudah diperiksa dengan tes cubit.
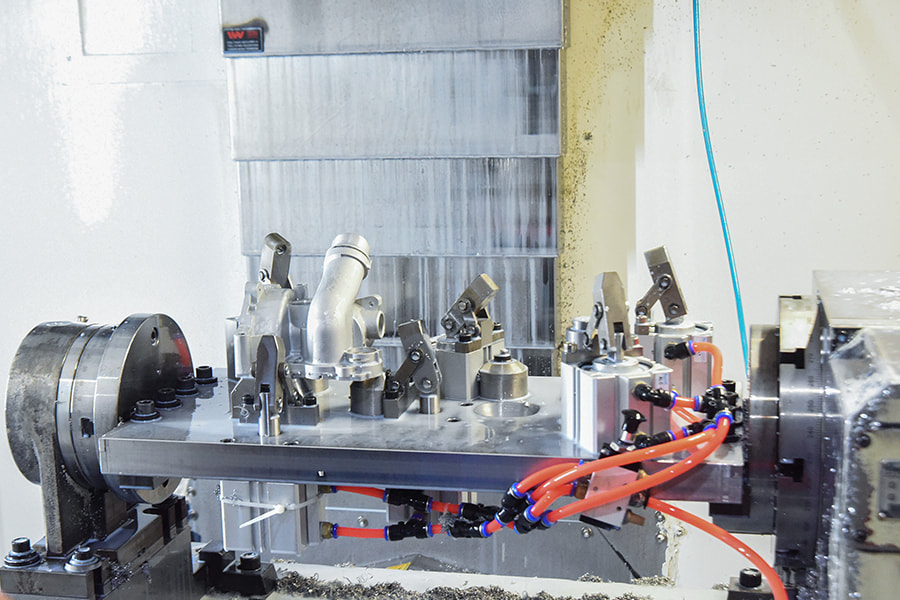
Die Casting Tekanan Tinggi: Volume, Presisi, dan Dinding Tipis
HPDC menyuntikkan aluminium cair ke dalam cetakan baja yang mengeras pada tekanan 10–175 MPa , mengisi rongga dalam milidetik. Prosesnya sangat cepat — waktu siklus 30–120 detik merupakan hal yang umum untuk suku cadang dengan kompleksitas sedang — dan menghasilkan suku cadang berbentuk hampir jaring dengan ketebalan dinding serendah 0,8 mm dalam desain yang dioptimalkan. Sektor otomotif merupakan pengguna dominan. Menurut Asosiasi Aluminium, kira-kira 75% dari semua coran aluminium otomotif diproduksi melalui HPDC, termasuk bak mesin mesin, rumah transmisi, dan semakin banyak komponen struktural besar yang diproduksi oleh mesin mega-casting (giga press) dengan gaya penjepit hingga 9.000 ton, sebuah teknologi yang dipelopori oleh Tesla dan kini diadopsi oleh Toyota, Volvo, dan lainnya.
Kerugian utama dari HPDC adalah porositas: jebakan udara selama pengisian cepat menciptakan rongga mikroskopis yang dapat membahayakan integritas struktural dan mencegah perlakuan panas. Die casting berbantuan vakum (VADC) mengurangi hal ini secara signifikan, memungkinkan perlakuan panas T6 dan mendorong kekuatan tarik di atas 300 MPa bahkan dengan paduan silikon sekunder.
Paduan Pengecoran Aluminium — Mencocokkan Bahan dengan Persyaratan Proyek
Tidak semua paduan aluminium dapat dituang atau bekerja dengan cara yang sama. Paduan aluminium tuang ditandai dengan sistem empat digit (misalnya, A380, A356, 319) yang menunjukkan elemen dan komposisi paduan utamanya. Pilihan paduan mempengaruhi fluiditas, ketahanan sobek panas, kekuatan mekanik, ketahanan korosi, dan kemampuan mesin — yang semuanya sangat bervariasi antar kelompok paduan.
A380
A380 — Pekerja Keras HPDC Serba Guna
A380 (Al-Si8.5Cu3.5) menyumbang lebih dari 85% dari semua die casting aluminium di Amerika Utara, menurut Asosiasi Aluminium. Kandungan silikonnya yang tinggi (7,5–9,5%) memberikan fluiditas yang sangat baik dan penyusutan minimal, sementara penambahan tembaga mendorong kekuatan tarik hingga 317 MPa sebagai cetakan. Tidak cocok untuk anodisasi (kandungan tembaga menyebabkan noda), namun mampu menyerap lapisan bubuk dan cat dengan sangat baik. Digunakan untuk penutup elektronik, braket otomotif, rumah perkakas listrik, dan manifold pneumatik.
A356
A356 — Paduan Struktural dan Penampilan
A356 (Al-Si7Mg0.3) adalah pilihan standar untuk proyek pasir dan cetakan permanen di mana perlakuan panas T6 direncanakan. Setelah perlakuan larutan pada suhu 538°C dan penuaan buatan pada suhu 154°C, A356-T6 menghasilkan kekuatan tarik sebesar 262 MPa dan kekuatan luluh 186 MPa — jauh lebih baik daripada nilai-nilai yang dilemparkan. Kandungan tembaga yang rendah berarti proses anodisasinya bersih, sehingga populer untuk cetakan arsitektur, perlengkapan pencahayaan, roda purnajual, dan rumah ruang angkasa. Kemampuan las paduan yang sangat baik merupakan keuntungan sekunder untuk pekerjaan perbaikan atau fabrikasi.
319
319 - Otomotif dan Teknik Umum
319 (Al-Si6Cu3.5) adalah pilihan tradisional untuk komponen mesin cetakan pasir — kepala silinder, intake manifold, dan kotak transmisi. Kandungan tembaganya memberikan kekuatan yang baik pada suhu tinggi, yang penting ketika lingkungan pengoperasian melebihi 150°C. Ford, GM, dan Chrysler telah menggunakan paduan keluarga 319 selama beberapa dekade pada pushrod dan kepala mesin OHC. Mesin paduannya bersih dan menerima anodisasi keras dengan cukup baik jika kandungan tembaga dikontrol hingga batas bawah spesifikasi.
535
535 (Almag 35) — Proyek Kelautan dan Tahan Korosi
Untuk proyek yang terkena air asin atau lingkungan dengan kelembapan tinggi — perangkat keras kelautan, elemen arsitektur pesisir, peralatan pemrosesan kimia — 535 (Al-Mg6.8) menawarkan ketahanan terhadap korosi yang luar biasa, kemampuan las yang baik, dan hasil akhir cerah alami setelah anodisasi. Kandungan silikonnya yang lebih rendah membuatnya lebih sulit untuk dituang (kerentanan sobek panas yang lebih tinggi) dan memerlukan desain gerbang yang cermat serta suhu tuang yang terkontrol. Kekuatan tarik as-cast kira-kira 240 MPa , sebanding dengan A356-T6 tanpa memerlukan perlakuan panas.
Contoh Proyek Pengecoran Aluminium Dunia Nyata di Seluruh Industri
Luasnya proyek pengecoran aluminium dalam produksi aktif lebih luas dari yang disadari kebanyakan orang. Contoh di bawah mencakup konteks produk hobi, industri, arsitektur, dan konsumen, masing-masing dengan data proses dan paduan yang relevan.
01
Pengecoran Halaman Belakang: Pelindung dan Guling Pisau Aluminium Cor Pasir
Proyek pengecoran aluminium tingkat pemula yang populer di komunitas pembuat melibatkan pelindung pisau pengecoran pasir, pelindung jari, dan guling untuk bilah khusus. Bagian-bagiannya kecil (biasanya di bawah 50 g), secara geometris sederhana, dan tahan terhadap kekasaran permukaan yang khas pada pengecoran pasir hijau. A356 atau piston bekas (seringkali paduan 4032) berfungsi dengan baik. Suhu leleh harus dijaga pada 700–730°C untuk memastikan pengisian penuh tanpa penyerapan gas yang berlebihan. Penyelesaian dengan amplas basah dan kering 120 grit hingga 600 grit diikuti dengan penggosokan menghasilkan tampilan hampir seperti cermin tanpa perlakuan panas pasca pengecoran.
02
Pengecoran Aluminium Arsitektur: Tutup Kolom, Pagar, dan Panel Hias
Proyek pengecoran aluminium arsitektural memiliki sejarah yang panjang — tutup aluminium di Monumen Washington, yang dipasang pada tahun 1884, tetap menjadi salah satu penggunaan pengecoran aluminium presisi paling awal yang tercatat. Proyek arsitektur modern menggunakan cetakan permanen atau pengecoran pasir dengan paduan A356 atau 535. Aplikasi yang umum termasuk pagar tangga hias, ibu kota kolom dekoratif, panel fasad bangunan, dan perangkat keras pintu khusus. Anodisasi — terutama anodisasi lapisan keras hingga ukuran 25–50 µm — memberikan perlindungan korosi yang tahan lama dan perawatan rendah yang dapat diwarnai agar sesuai dengan spesifikasi desain. Beberapa produsen di kawasan Gulf Coast memasok elemen arsitektur cor pasir dengan waktu pengerjaan 4–8 minggu untuk pola khusus .
03
Otomotif: Blok Mesin HPDC dan Pengecoran Struktural
Mesin mobil kompak modern menggunakan blok paduan aluminium hampir secara universal. BMW N52 inline-six, diperkenalkan pada tahun 2004, menggunakan blok komposit magnesium-aluminium dengan pelat dasar aluminium cor dan bak mesin turunan A380 — desain yang mencukur 10kg dari mesin blok besi sebelumnya. Struktur baki baterai EV kontemporer, seperti yang digunakan pada platform Rivian dan Hyundai Ioniq, merupakan cetakan aluminium HPDC multi-rongga dengan saluran pendingin terintegrasi, yang menggabungkan hingga tujuh bagian yang sebelumnya dicap dan dilas secara terpisah menjadi satu cetakan berbentuk jaring. Konsolidasi ini mengurangi waktu perakitan dan meningkatkan kekakuan struktural dengan massa sekitar 30% lebih rendah dibandingkan konstruksi baja setara.
04
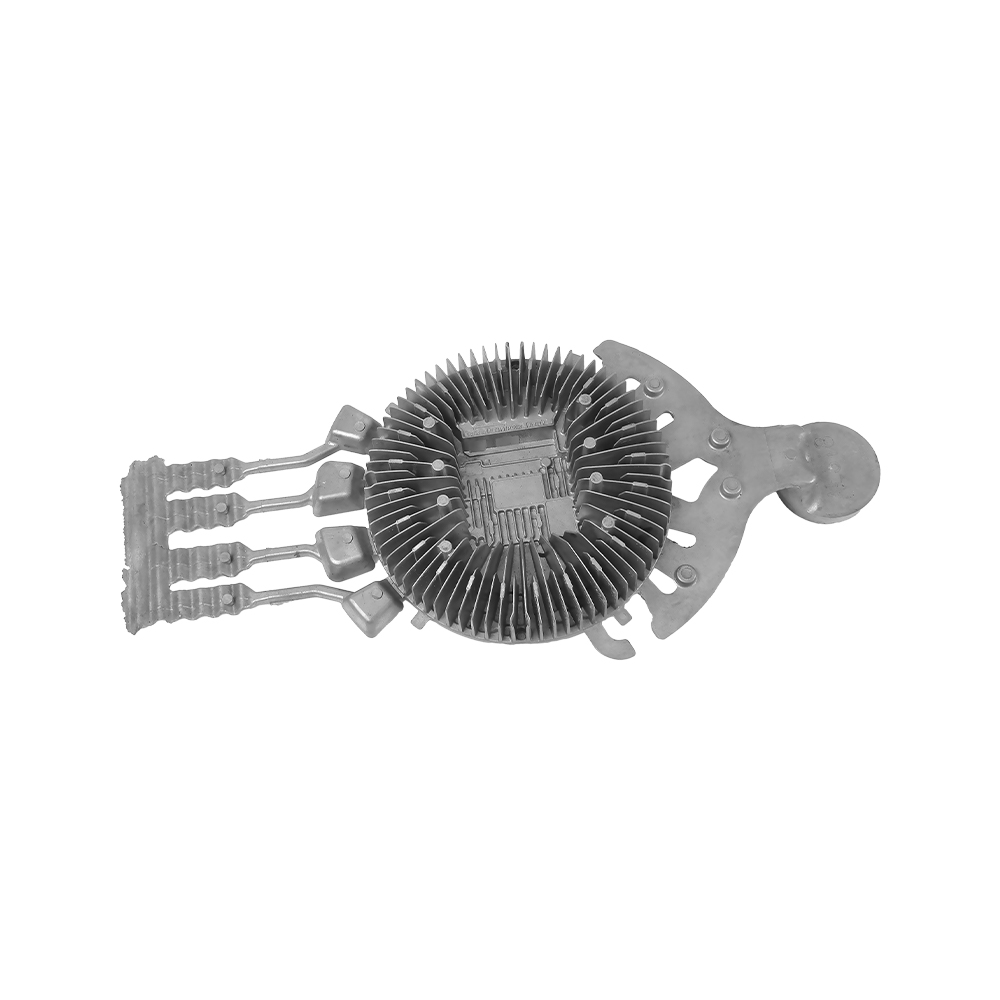
Penutup Elektronik: Manajemen Termal Melalui Pengecoran
Elektronik berdaya tinggi — penggerak motor, inverter daya, amplifier stasiun pangkalan telekomunikasi, driver LED — sering kali menggunakan pengecoran aluminium untuk penutup karena bahan tersebut berfungsi ganda sebagai wadah dan heatsink. Penutup A380 HPDC dengan sirip terintegrasi mencapai nilai ketahanan termal sebesar 0,5–1,5°C/W dalam konveksi alami, cukup untuk banyak aplikasi industri tanpa udara paksa. Untuk aplikasi pelindung RF, ketebalan dinding 3–5 mm pada A380 memberikan redaman efektif di atas 500 MHz. Pengecoran investasi lebih disukai ketika geometri saluran aliran internal yang kompleks diperlukan untuk pelat dingin berpendingin cairan.
05
Dirgantara: Braket dan Perumahan Struktural Pemeran Investasi
Pengecoran investasi dengan paduan A356 atau A357 adalah praktik standar untuk braket badan pesawat, rumah avionik, dan manifold hidrolik di mana kompleksitas geometri dan toleransi yang ketat menghilangkan pemesinan sebagai opsi yang hemat biaya. Coran investasi aluminium khas yang digunakan dalam pencapaian pesawat terbang toleransi dimensi ±0,13 mm dan permukaan akhir 3,2 µm Ra tanpa pemesinan tambahan. Proses ini memungkinkan adanya potongan bawah, dinding tipis, dan kontur organik yang tidak dapat dihasilkan dengan baik oleh pengecoran pasir. Perusahaan seperti Precision Castparts dan Hitchiner Manufacturing memasok bahan investasi aluminium dirgantara tersebut ke platform Boeing, Airbus, dan Lockheed Martin.
06
Seni dan Patung: Proyek Pengecoran Aluminium Busa Hilang
Pengecoran busa yang hilang sangat populer di kalangan pematung dan seniman karena busa EPS dapat dibentuk, diukir, dan dirakit tanpa sudut draft atau kotak inti — busa tersebut dikonsumsi oleh aluminium cair selama penuangan, sehingga menghasilkan replika yang tepat dari model aslinya. Pabrik pengecoran seni komunitas di kota-kota seperti Chicago dan Portland menawarkan akses terbuka ke sesi penuangan aluminium busa yang hilang. Pilihan paduan tidak terlalu penting untuk potongan dekoratif murni; skrap sekunder A380 atau 383 memberikan hasil yang memadai dengan fluiditas yang baik. Tuang biasanya menggunakan a Sistem sprue dan riser 2–4 mm relatif terhadap volume bagian untuk memastikan pengisian lengkap fitur pahatan tipis.
Aturan Desain yang Mencegah Cacat pada Proyek Pengecoran Aluminium
Sebagian besar cacat pengecoran aluminium dirancang, bukan diproduksi. Mengikuti pedoman desain untuk pengecoran (DFC) yang ditetapkan selama fase CAD menghilangkan sebagian besar porositas, penutupan dingin, kesalahan pengerjaan, dan kegagalan sobek panas sebelum satu cetakan dipotong. Aturan berikut ini berlaku secara luas di seluruh proses pasir, cetakan permanen, dan pengecoran mati, dengan penyesuaian khusus proses yang dicatat.
Keseragaman Ketebalan Dinding
Ketebalan dinding yang tidak seragam menciptakan laju pendinginan diferensial yang mendorong porositas penyusutan menuju wilayah terakhir yang memadat. Target desain yang direkomendasikan adalah variasi ketebalan dinding tidak lebih dari 2:1 antara bagian yang berdekatan . Jika bos atau flensa yang berat tidak dapat dihindari, membuang material atau transisi pencampuran dengan jari-jari yang besar akan mengurangi perbedaan massa termal. Untuk HPDC, targetkan ketebalan dinding nominal 2–4 mm untuk sebagian besar aplikasi struktural; dinding di atas 6 mm mulai mengakumulasi porositas gas kecuali jika digunakan pengisian dengan bantuan vakum.
Fillet dan Jari-jari di Semua Sudut Internal
Sudut bagian dalam yang tajam memusatkan tekanan dan menciptakan titik panas selama pemadatan. Jari-jari fillet internal minimum 1,5 × ketebalan dinding direkomendasikan oleh pedoman Desain Pengecoran Aluminium ASM International. Bahkan radius 1 mm secara dramatis mengurangi faktor konsentrasi tegangan dibandingkan dengan sudut yang benar-benar tajam. Sudut luar bisa lebih tajam (minimum radius 0,5 mm) tetapi tidak boleh berbentuk persegi seluruhnya pada aluminium cor.
Sudut Draf untuk Pelepasan Cetakan
Semua permukaan yang sejajar dengan arah penarikan cetakan memerlukan sudut tarikan. Standar minimumnya adalah 1–2° untuk pengecoran pasir, 1–3° untuk cetakan permanen, dan 0,5–1,5° untuk HPDC pada permukaan luar (sedikit lebih banyak pada permukaan dalam karena pengecoran menyusut menjadi inti). Draf yang tidak mencukupi menyebabkan keausan cetakan, kerusakan inti, dan kesulitan ekstraksi yang pada akhirnya merusak pengecoran. Permukaan yang menghadap cetakan tidak boleh memiliki aliran udara; tentukan dengan jelas dalam gambar ke arah mana bidang perpisahan itu.
Gating dan Risering untuk Solidifikasi Terarah
Desain saluran yang baik mengalirkan logam cair secara bertahap dari bagian tipis ke bagian tebal, memastikan bahwa bagian terberat tetap terhubung ke reservoir cairan — riser — hingga benar-benar padat. Aturan Chvorinov (waktu pemadatan sebanding dengan (Volume/Luas Permukaan)²) memandu ukuran riser: riser setidaknya harus memiliki modulus 1,2× dari bagian terberat itu memberi makan. Perangkat lunak simulasi seperti MAGMASOFT, Flow-3D, dan ProCAST banyak digunakan untuk memvalidasi desain gating dan riser sebelum memotong peralatan produksi, sehingga mengurangi biaya coba-coba secara signifikan.
Desain Benang dan Sisipan dalam Aluminium Cor
Aluminium cor terlalu lunak untuk benang kasar langsung pada aplikasi pengikat torsi berat. Pilihannya meliputi: (1) pengecoran pada sisipan berulir baja atau kuningan — produk Heli-Coil dan E-Z Lok populer untuk aplikasi retrofit; (2) menggunakan benang mesin pasca pengecoran dengan setidaknya Panjang pengikatan diameter ulir 1,5× ; atau (3) menentukan pemasangan sisipan ultrasonik untuk desain yang berdekatan dengan termoplastik. Suku cadang HPDC dapat dilengkapi lubang berinti hingga diameter minimum 2,0 mm dengan desain cetakan yang cermat, sehingga mengurangi kebutuhan pengeboran pascacetak.
Kontrol Kualitas Lelehan — Langkah yang Diabaikan Kebanyakan Pemula dalam Pengecoran Aluminium
Kualitas aluminium cair pada titik penuangan menentukan kualitas tertinggi dari hasil pengecoran. Bagian cor yang dirancang dengan sempurna dari logam yang tidak dipersiapkan dengan baik masih akan menunjukkan porositas, inklusi oksida, dan penurunan sifat mekanik. Operator pengecoran berpengalaman menangani persiapan lelehan sama seriusnya dengan desain cetakan.
Porositas Hidrogen: Cacat Pengecoran Aluminium yang Paling Umum
Aluminium mudah melarutkan hidrogen dalam bentuk cairnya — aluminium cair pada suhu 750°C dapat bertahan sekitar 0,65 cm³ per 100 g logam , dibandingkan dengan hanya 0,034 cm³ per 100 g dalam bentuk padat (menurut data dari Asosiasi Aluminium). Saat lelehan membeku, sebagian besar hidrogen terlarut tersebut dibuang dan membentuk gelembung mikroskopis – porositas – di seluruh proses pengecoran. Sumber hidrogen utama adalah kelembaban atmosfer, sisa basah, sisa minyak, dan fluks basah.
Degassing dengan nitrogen kering atau argon melalui unit degassing putar (proses SNIF atau setara) mengurangi hidrogen terlarut hingga di bawah 0,10 cm³ per 100 gram dalam praktik komersial — jauh di bawah ambang batas porositas terlihat di sebagian besar geometri pengecoran. Penghobi yang tidak memiliki peralatan degassing putar dapat menggunakan tablet heksakloroetana (dengan ventilasi yang sesuai — prosesnya menghasilkan gas klor) atau cukup meminimalkan paparan kelembapan pada lelehan dengan memanaskan terlebih dahulu semua perkakas dan menutup tutup tungku.
Inklusi Oksida dan Praktek Fluks
Aluminium langsung teroksidasi saat terpapar udara, membentuk kulit alumina (Al₂O₃) yang tipis namun persisten. Penuangan turbulen melipat kulit ini ke dalam lelehan, menciptakan bifilm oksida yang bertindak sebagai tempat inisiasi retakan pada pengecoran yang dipadatkan. Mendiang Profesor John Campbell dari Universitas Birmingham menghabiskan waktu puluhan tahun untuk mendokumentasikan bagaimana bifilm oksida adalah penyebab utama penyebaran sifat mekanik pengecoran aluminium - variabilitas kekuatan tarik sebesar 30–40% pada pengecoran identik sering kali berasal dari distribusi bifilm.
Penanggulangan praktisnya meliputi: sendok penuang bawah, bukan sendok tuang atas, filter busa keramik dalam sistem saluran (20–30 ppi untuk aluminium), pengurangan ketinggian tuang dan pengendalian kecepatan penuangan, serta meminimalkan turbulensi di pintu masuk cetakan. Penambahan fluks (meliputi fluks seperti campuran kalium klorida/natrium klorida) melindungi permukaan lelehan dari oksidasi atmosferik antara panas dan membantu menyatukan partikel oksida untuk disaring sebelum dituang.
Kontrol Suhu dan Panaskan Super
Kebanyakan paduan pengecoran aluminium memiliki suhu cair antara 555°C dan 615°C . Menuangkan pada suhu super panas (lebih dari 80–100°C di atas cairan) meningkatkan penyerapan gas, pembentukan oksida, dan erosi cetakan di HPDC. Menuangkan terlalu dingin akan menyebabkan kesalahan pengoperasian dan penutupan dingin — area di mana bagian depan logam mengeras sebelum mengisi cetakan. Suhu penuangan optimal untuk sebagian besar aplikasi berada di antara keduanya 680°C dan 740°C , dengan suhu cetakan juga memainkan peran penting: cetakan permanen biasanya dipanaskan terlebih dahulu hingga 200–350°C untuk aluminium.
Operasi Pasca Pengecoran: Perlakuan Panas, Pemesinan, dan Penyelesaian Permukaan
Sebagian besar proyek pengecoran aluminium memerlukan setidaknya beberapa pekerjaan pasca pengecoran. Operasi di bawah ini disajikan sesuai urutan yang biasanya dilakukan dalam produksi.
Langkah 1
Degating dan Shakeout
Cetakan pasir dikeluarkan dari cetakan setelah mengeras (biasanya dalam waktu 5–30 menit tergantung berat bagiannya). Runner dan riser dihilangkan dengan menggergaji, menggiling, atau memecahkan hidrolik. Suku cadang HPDC dipangkas dalam cetakan trim khusus yang memotong flash dan runner dalam sekali tekan, dengan waktu siklus 5–15 detik per suku cadang. Garis perpisahan flash pada pengecoran pasir biasanya memerlukan penggilingan tangan agar menyatu rata dengan permukaan pengecoran.
Langkah 2
Perlakuan Panas (Bila Ditentukan)
Penunjukan temper T6 — perlakuan panas larutan yang diikuti dengan penuaan buatan — adalah perlakuan panas yang paling banyak ditentukan untuk coran aluminium. Untuk A356:
- Perawatan larutan: 538°C ± 6°C selama 4–12 jam (tergantung ketebalan bagian)
- Quench: air pada suhu 60–80°C (quench hangat meminimalkan distorsi tegangan sisa)
- Usia: 154°C ± 6°C selama 6–12 jam
Urutan ini melarutkan endapan Mg₂Si ke dalam larutan dan kemudian mengendapkannya kembali sebagai dispersi halus yang menghambat gerakan dislokasi, sehingga meningkatkan kekuatan luluh dari sekitar 83 MPa (temperatur F) hingga 186–207 MPa (temperatur T6) .
Langkah 3
Pemesinan CNC pada Permukaan Kritis
Mesin aluminium cor sangat baik — umur alat biasanya 10–20× lebih lama saat mengerjakan aluminium versus baja pada kondisi beban chip yang setara. Pemesinan CNC berkecepatan tinggi untuk aluminium cor menggunakan perkakas karbida, kecepatan pemotongan 300–600 m/mnt (kaki permukaan per menit: 1.000–2.000), dan cairan pendingin banjir atau pelumasan kuantitas minimum (MQL). Fitur datum yang dikerjakan ke dalam pengecoran — bantalan, lubang, dan lubang lokasi — menetapkan kerangka referensi untuk semua operasi pemesinan selanjutnya. Untuk suku cadang HPDC bervolume tinggi, jalur transfer khusus dengan waktu siklus di bawah 60 detik per suku cadang adalah hal yang umum dalam sel pengecoran otomotif.
Langkah 4
Opsi Penyelesaian Permukaan untuk Coran Aluminium
Kisaran opsi penyelesaian untuk proyek pengecoran aluminium sangat luas:
- Anodisasi: Oksidasi elektrokimia yang menumbuhkan lapisan alumina padat berukuran 5–25 µm (Tipe II) atau 25–100 µm (anodisasi keras Tipe III). Memberikan ketahanan korosi dan aus yang sangat baik. Terbaik dengan paduan A356 atau 535.
- Lapisan Serbuk: Aplikasi elektrostatis bubuk polimer termoset, diawetkan pada suhu 160–200°C. Ketahanan UV yang sangat baik, rentang warna yang luas, hemat biaya untuk volume sedang hingga tinggi. Kompatibel dengan semua paduan pengecoran.
- Lapisan Konversi Kromat: Kromat trivalen (Alodine/Iridite) memberikan perlindungan korosi dan primer adhesi cat untuk aplikasi ruang angkasa dan pertahanan. Sesuai RoHS dengan formulasi trivalen.
- Peledakan Tembakan dan Deburring Getaran: Finishing mekanis yang menghilangkan gerinda, memperbaiki tampilan permukaan, dan dapat digunakan untuk menciptakan tegangan sisa tekan (varian shot peening) yang meningkatkan umur kelelahan hingga 30%.
- Pelapisan Nikel Tanpa Listrik: Menyimpan lapisan nikel-fosfor seragam berukuran 10–50 µm yang secara signifikan meningkatkan kekerasan (500–700 HV setelah perlakuan panas) dan ketahanan aus, digunakan untuk cetakan, bushing, dan permukaan geser.

Struktur Biaya Proyek Pengecoran Aluminium — Yang Mendorong Harga
Memahami pemicu biaya membantu teknisi proyek membuat keputusan pemilihan proses yang lebih baik dan memberi tim pengadaan kerangka kerja untuk mengevaluasi penawaran dari pemasok pengecoran.
Mengatasi Masalah Cacat Pengecoran Aluminium yang Umum
Bahkan operator pengecoran berpengalaman pun mengalami cacat. Tabel di bawah memetakan cacat pengecoran aluminium yang paling umum hingga akar penyebabnya dan tindakan perbaikannya.
| Cacat | Penampilan | Penyebab Utama | Tindakan Korektif |
|---|---|---|---|
| Porositas Gas | Rongga bulat, dinding halus, distribusi acak | Hidrogen terlarut dalam lelehan | Degas meleleh; keringkan semua perkakas dan skrap; mengurangi panas berlebih |
| Porositas Penyusutan | Rongga tidak teratur, dinding kasar, di bagian yang berat | Pemberian makan/bangkit yang tidak adekuat | Tingkatkan ukuran anak tangga; menambah rasa merinding pada bagian yang berat; desain ulang untuk dinding seragam |
| Tutup Dingin | Jahitan linier di permukaan, antarmuka lemah | Dua bagian depan logam yang mendingin sebelum bertemu | Tingkatkan suhu penuangan; perbaiki gating untuk menggabungkan aliran tadi |
| Robek Panas | Retakan kasar pada fillet atau perubahan bagian | Stres termal selama pemadatan tahap akhir | Tingkatkan jari-jari fillet; menambah fleksibilitas pada inti; panaskan cetakan |
| Inklusi Oksida | Garis-garis gelap atau film terlihat pada bagian mesin | Menuangkan turbulen, kulit oksida terlipat | Kurangi tinggi tuang; gunakan filter busa keramik; menghindari peleburan kembali sampah |
| Salah lari | Pengisian tidak lengkap, tepi tidak lengkap membulat | Logam terlalu dingin, bagian tipis, ventilasi buruk | Tingkatkan suhu tuang; menebalkan dinding tipis; tambahkan ventilasi ke cetakan |
Pengecoran Aluminium Berkelanjutan — Daur Ulang, Energi, dan Ekonomi Sirkular
Aluminium adalah logam struktural yang paling umum digunakan dan dapat didaur ulang, dan sifat ini secara mendasar mengubah kalkulus keberlanjutan proyek pengecoran aluminium dibandingkan dengan alternatif baja atau seng. Daur ulang aluminium hanya membutuhkan 5% energi yang dibutuhkan untuk memproduksi aluminium primer dari bijih bauksit — sekitar 2–3 kWh/kg untuk produksi sekunder dibandingkan 45–55 kWh/kg untuk produksi primer (data dari International Aluminium Institute, 2023). Perbedaan jejak karbon juga sama besarnya: aluminium sekunder menghasilkan sekitar 0,5–1,0 kg CO₂ per kg logam dibandingkan dengan 8–12 kg CO₂ per kg untuk peleburan primer bertenaga batubara.
Selesai 75% dari seluruh aluminium yang pernah diproduksi masih digunakan sampai sekarang , menurut Asosiasi Aluminium. Sektor otomotif memiliki tingkat daur ulang aluminium tertinggi dibandingkan penggunaan akhir apa pun — kendaraan yang sudah habis masa pakainya menyediakan sumber sisa paduan pengecoran bersih yang padat dan terpisah yang mengalir kembali ke produksi paduan HPDC sekunder dengan penurunan kualitas minimal. Efisiensi loop tertutup ini adalah salah satu alasan para pembuat mobil menyebut pengecoran aluminium sebagai pilihan desain yang ramah lingkungan bahkan pada platform kendaraan yang boros energi.
Untuk operasi pengecoran, pemulihan energi dari gas buang tungku, pemantauan kimia lelehan secara real-time untuk meminimalkan siklus peleburan kembali, dan lapisan tungku serat keramik yang mengurangi kehilangan panas sebesar 15–25% dibandingkan dengan desain tahan api lama semuanya berkontribusi terhadap pengurangan jejak lingkungan di fasilitas pengecoran aluminium modern. Beberapa pabrik pengecoran logam di Eropa – termasuk Rheinfelden Alloys dan Novelis – telah berkomitmen untuk melakukan operasi pengecoran aluminium netral karbon pada tahun 2030 melalui kombinasi sumber energi terbarukan dan program penggantian kerugian.
Tren yang Muncul dalam Pengecoran Aluminium — Apa yang Mengubah Industri
Industri pengecoran aluminium sedang mengalami perubahan teknis yang berarti yang didorong oleh elektrifikasi, manufaktur digital, dan pengembangan paduan baru. Memahami tren ini relevan bagi siapa pun yang merencanakan program pengecoran aluminium multi-tahun.
Mega-Casting dan Integrasi Struktural
Penggunaan mesin press giga seberat 6.000 ton dan 9.000 ton oleh Tesla untuk mencetak seluruh bagian bawah bodi mobil EV sebagai die casting aluminium tunggal — menggantikan 70–100 bagian yang dicap dan dilas — telah memicu minat yang signifikan di industri otomotif. Toyota, Volvo, General Motors, dan beberapa OEM Tiongkok telah mengumumkan program serupa. Pengecoran ini menggunakan die casting vakum tinggi khusus dengan paduan Al-Si-Mg yang khusus dikembangkan untuk mega-casting struktural, mencapai perpanjangan di atas 10% dan kekuatan tarik di atas 250 MPa sebagai cetakan, tanpa perlakuan panas. Perkembangan ini secara mendasar mengubah keekonomian manufaktur struktur tubuh dengan volume di atas 100.000 unit per tahun.
Cetakan dan Inti Pasir Cetak 3D
Pencetakan jet pengikat pada cetakan pasir silika (menggunakan sistem dari ExOne/Desktop Metal, Voxeljet, dan Viridis3D) telah menghilangkan langkah pembuatan pola dari pengecoran pasir, sehingga memungkinkan produksi satu bagian pengecoran aluminium kompleks dengan saluran internal yang secara geometris tidak mungkin dibuat inti dengan metode konvensional. Waktu tunggu dari file CAD ke bagian pemeran pertama adalah sekarang 3–5 hari kerja dengan cetakan pasir yang dicetak, dibandingkan 4–8 minggu untuk pola dan perkakas konvensional. Ford, John Deere, dan beberapa perusahaan dirgantara menggunakan cetakan pasir cetak untuk prototipe dan pengecoran aluminium produksi volume rendah, dengan biaya suku cadang yang bersaing dengan alternatif mesin untuk geometri kompleks.
Pemantauan Proses Real-Time dan Kontrol Kualitas AI
Rangkaian sensor yang tertanam dalam mesin die casting kini menangkap profil tekanan tembakan, suhu permukaan die, dan data kecepatan logam pada resolusi milidetik. Model pembelajaran mesin yang dilatih berdasarkan data cacat historis dapat memprediksi porositas penyusutan dan kemungkinan penutupan dingin dari tanda profil pengambilan gambar sebelum bagian tersebut dikeluarkan dari cetakan — memungkinkan penolakan otomatis terhadap pengambilan gambar di luar spesifikasi tanpa pemeriksaan sinar-X. Beberapa pemasok pengecoran otomotif Tingkat 1 melaporkan pengurangan tingkat sisa sebesar 30–50% setelah menerapkan sistem pemantauan real-time, yang secara langsung menghasilkan metrik keberlanjutan yang berbiaya lebih rendah dan lebih baik.
Pengembangan Paduan untuk Manajemen Termal Kendaraan Listrik
Pelat pendingin baterai EV memerlukan paduan pengecoran aluminium dengan konduktivitas termal yang tinggi, kekencangan tekanan yang sangat baik (tidak ada porositas), dan kemampuan untuk membentuk sambungan brazing. Standar A380 memiliki konduktivitas termal sekitar 96 W/m·K — memadai tetapi tidak optimal. Paduan baru dalam keluarga Al-Si-Mg dengan kandungan besi dan tembaga terkontrol sedang dikembangkan oleh perusahaan termasuk Novelis, Constellium, dan Impol untuk mencapai konduktivitas di atas 160 W/m·K dalam kondisi as-cast, memungkinkan sistem baterai berpendingin cairan yang lebih kompak dan efisien. Ini adalah area penelitian paduan yang aktif dengan banyak paten yang diajukan pada tahun 2022–2024.
Pertanyaan Yang Sering Diajukan Tentang Proyek Pengecoran Aluminium
Paduan aluminium apa yang terbaik untuk proyek pengecoran pertama?
Untuk pemula yang menggunakan tungku halaman belakang dan cetakan pasir hijau, piston daur ulang (biasanya paduan 4032 atau 2618) atau ingot A356 yang bersih merupakan titik awal yang sangat baik. Keduanya memiliki fluiditas yang baik pada suhu tuang di halaman belakang sekitar 700–730°C, dan tidak ada penambahan paduan beracun yang signifikan. A356 sedikit lebih tahan terhadap kelembapan di pasir karena kandungan silikonnya meningkatkan fluiditas bahkan pada suhu yang lebih rendah. Hindari sisa-sisa yang tidak diketahui dari komponen elektronik atau komponen yang dilapisi — kontaminan dari solder, cetakan seng, atau pelapisan dapat menghasilkan asap beracun dan kualitas pengecoran yang buruk.
Bagaimana cara mencegah porositas pada coran aluminium saya?
Porositas mempunyai dua penyebab utama: hidrogen terlarut (porositas gas) dan pemberian penyusutan yang tidak memadai (porositas penyusutan). Untuk mengatasi porositas gas, jaga agar semua bahan cetakan dan logam tetap kering, gunakan fluks penutup, dan hilangkan gas lelehan sebelum dituang. Untuk mengatasi porositas penyusutan, pastikan riser Anda cukup besar agar tetap cair setelah pengecoran mengeras — modulus riser harus melebihi modulus bagian pengecoran terberat setidaknya sebesar 20%. Pendingin yang ditempatkan berdekatan dengan bagian yang berat juga membantu mempercepat pemadatan lokal untuk mengurangi kebutuhan penyusutan.
Berapa ketebalan dinding minimum yang dapat dicapai dalam pengecoran aluminium?
Ketebalan dinding minimum tergantung pada proses pengecoran. Die casting bertekanan tinggi menghasilkan dinding tertipis — serendah 0,8 mm dalam desain cetakan yang dioptimalkan dengan injeksi logam kecepatan tinggi. Pengecoran investasi secara andal mencapai 1,0–1,5 mm. Gagang pengecoran cetakan permanen (cetakan gravitasi) minimal 2–3 mm. Pengecoran pasir biasanya memerlukan dinding minimum 3–5 mm untuk pengisian yang andal, meskipun operator pengecoran yang terampil telah mencapai 2 mm pada bagian yang lebih kecil dengan paduan fluiditas silikon tinggi dan cetakan yang memiliki gerbang yang baik.
Bisakah aluminium cor dilas?
Ya, banyak paduan pengecoran aluminium yang dapat dilas, tetapi prosesnya memerlukan kehati-hatian. Paduan A356 dan 535 adalah paduan pengecoran umum yang paling dapat dilas. Pengelasan busur tungsten gas (GTAW/TIG) dengan kawat pengisi 4043 atau 5356 adalah praktik standar. Suku cadang HPDC yang mengandung A380 umumnya dianggap tidak dapat dilas dalam aplikasi struktural karena kandungan tembaga dan porositas gas yang terlepas selama pengelasan. Jika mengelas aluminium cor, panaskan terlebih dahulu area tersebut hingga 150–200°C untuk mengurangi retak akibat sengatan termal, dan pelepas tegangan pasca-las pada suhu 175°C selama 2–4 jam direkomendasikan untuk sambungan struktural di A356.
Berapa lama waktu yang dibutuhkan untuk membuat coran aluminium?
Waktu tunggu sangat bervariasi menurut proses dan lokasi pemasok. Untuk cetakan pasir cetak 3D (jumlah prototipe), waktu pengerjaan artikel pertama adalah 3–10 hari kerja dapat dicapai dari pemasok yang sudah mapan. Pengecoran pasir konvensional dengan pola baru: 4–8 minggu untuk pembuatan pola ditambah 1–2 minggu untuk pengecoran. HPDC dengan peralatan baru: 10–20 minggu untuk pembuatan cetakan, kemudian jumlah produksi dalam 2–4 minggu. Pengecoran investasi: 8–16 minggu untuk perkakas, 3–6 minggu untuk produksi. Program perkakas yang dipercepat dengan biaya lebih tinggi dapat mempersingkat waktu tersebut sebesar 30–50% dengan pemasok premium.
Apa perbedaan antara die casting dan aluminium sand casting?
Pengecoran pasir menggunakan cetakan pasir yang dapat dibuang yang dihancurkan untuk melepaskan bagian tersebut — memungkinkan geometri kompleks dan bagian yang sangat besar, namun dengan permukaan akhir yang lebih rendah, toleransi yang lebih lebar, dan waktu siklus yang lebih lambat. Die casting menggunakan cetakan (cetakan) baja yang diperkeras secara permanen dan menyuntikkan logam di bawah tekanan tinggi — mencapai penyelesaian permukaan yang sangat baik (1–2 µm Ra), toleransi yang ketat (±0,05–0,15 mm), dan laju produksi yang sangat tinggi (siklus 30–120 detik), namun dengan biaya perkakas yang tinggi dan persyaratan kuantitas minimum yang membuatnya tidak ekonomis di bawah sekitar 10.000 bagian. Pengecoran pasir lebih baik untuk prototipe, komponen besar, dan volume rendah; die casting unggul dalam produksi volume tinggi komponen presisi kecil hingga menengah.
Apakah pengecoran aluminium ramah lingkungan?
Pengecoran aluminium menggunakan paduan sekunder (daur ulang) adalah salah satu proses pengerjaan logam yang lebih ramah lingkungan. Aluminium sekunder hanya memerlukan 5% energi produksi aluminium primer dan menghasilkan sebagian kecil emisi CO₂. Tingginya kemampuan daur ulang aluminium – dengan tingkat daur ulang di atas 90% di sektor otomotif – dan aliran material loop tertutup di banyak operasi pengecoran menjadikannya jauh lebih ramah lingkungan dibandingkan proses yang menggunakan logam primer. Masalah lingkungan utama adalah emisi fluorida dari penggunaan fluks (dikendalikan oleh scrubber basah di pabrik pengecoran modern) dan pengelolaan cairan pendingin dalam operasi permesinan.
Bisakah saya menganodisasi komponen aluminium die-cast?
Paduan HPDC standar seperti A380 (yang mengandung 3–4% tembaga) tidak dianodisasi untuk menghasilkan kualitas akhir yang konsisten — kandungan tembaga menyebabkan pewarnaan coklat atau hitam pada lapisan anodik. Untuk tampilan permukaan anodisasi pada aluminium die-cast, tentukan paduan tembaga rendah seperti A360 (tembaga di bawah 0,6%) atau paduan die casting kosmetik khusus. Paduan A356 dan 535 dianodisasi dengan bersih dan mengambil pewarna warna secara seragam. Jika die casting diperlukan dan anodisasi ditentukan, bekerja samalah dengan pemasok casting Anda untuk memilih paduan tembaga rendah yang sesuai selama tahap desain daripada menemukan ketidakcocokan setelah perkakas dibuat.
